




Mechanizm odkładania emalii proszkowej na powierzchni detalu charakteryzuje się czterema etapami:
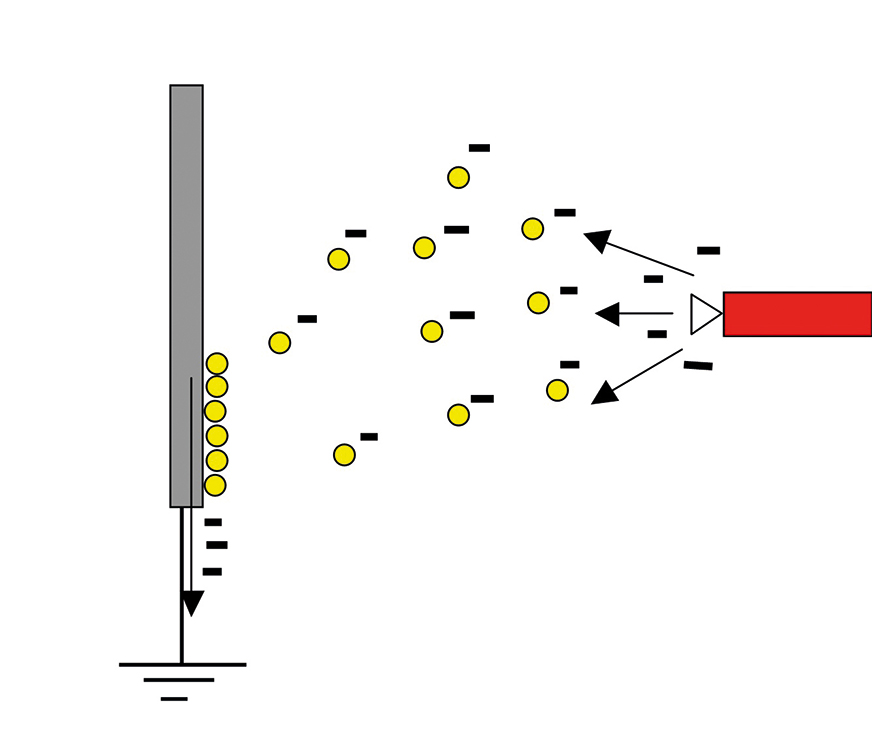
Etap 1
Proszek zostaje nałożony na detal, tracąc gwałtownie swój ładunek elektryczny.
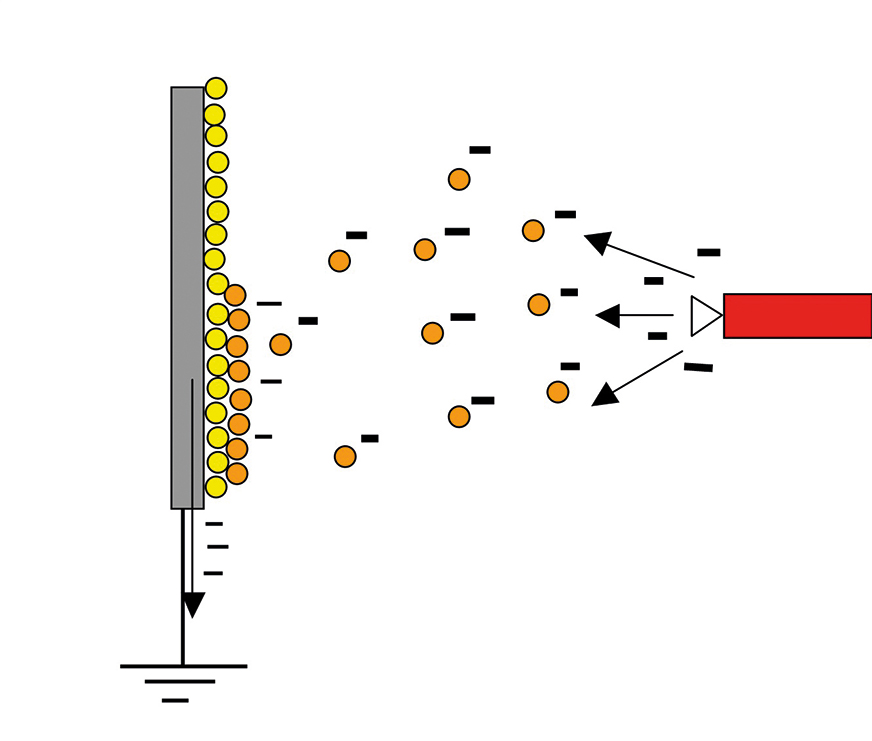
Etap 2
Proszek nadal odkłada się na powierzchni, wolniej tracąc ujemny ładunek.
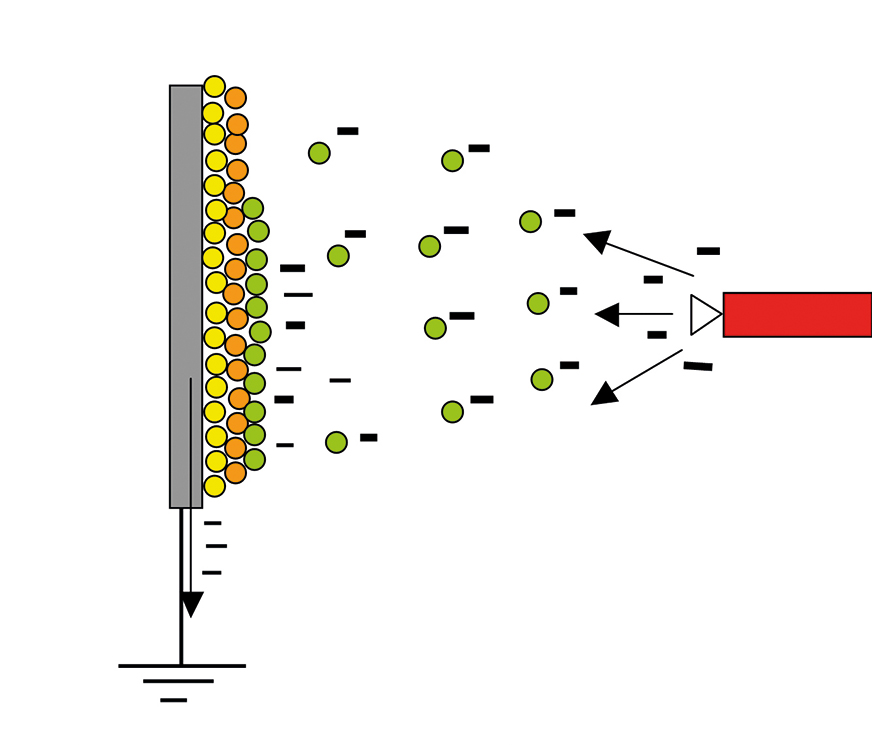
Etap 3
Prędkość odprowadzania ładunku zmniejsza się nadal, aż do momentu, w którym odkładającej się emalii nie uda się rozładować ujemnego ładunku.
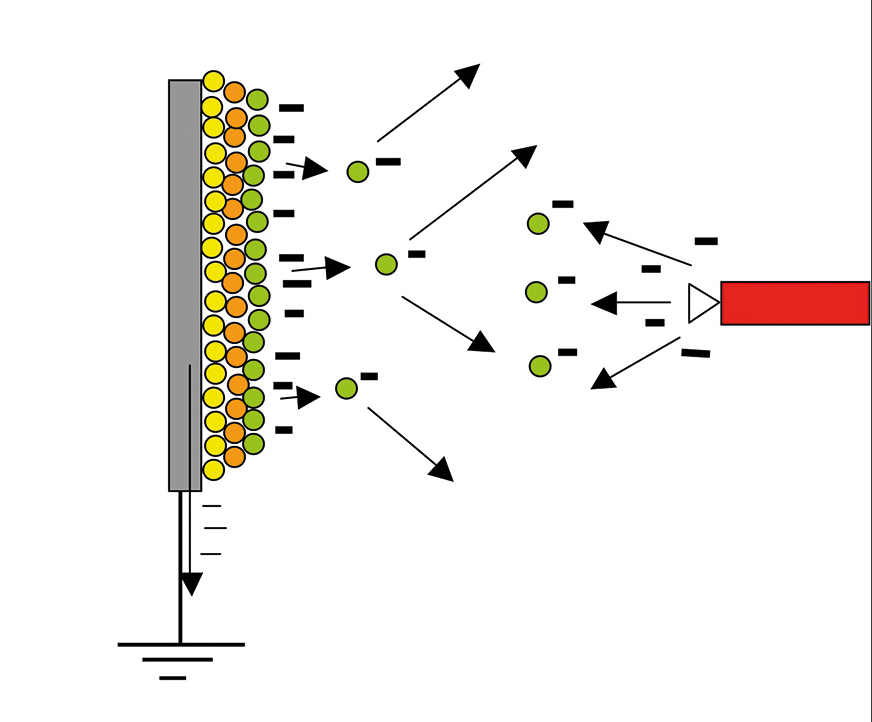
Etap 4
Natryskiwana emalia nie odkłada się już na powierzchni detalu, ponieważ odpychana jest przez pozostający ładunek na detalu (mając ten sam znak i to samo natężenie).
Podsumowując, im więcej i szybciej odpłyną ładunki od uziemionego detalu, tym więcej proszku osiądzie na powierzchni bez obniżenia jej jakości. Jeżeli w etapie czwartym zmusimy urządzenie do bardziej intensywnego (ilość i szybkość) nakładania proszku, na powierzchni pojawi się emisja zwrotna (emisja wsteczna) i powierzchnia stanie się nieestetyczna.
Taka graniczna grubość powłoki związana jest z samoograniczeniem grubości. Po osiągnięciu punktu, w którym cząsteczki nie mają możliwości uwolnienia się z ich ujemnego ładunku, powłoka rozpoczyna odpychać proszek i uniemożliwiać odkładanie się większej ilości natryskiwanej emalii. W określonych warunkach ta graniczna grubość emalii może być niewystarczająca i w czasie wypalania nastąpi przebarwienie lub nawet przepalenie. W innych warunkach ilość nałożonego proszku może być zbyt duża i w czasie dalszych operacji emalierskich ulegnie obsypaniu i w czasie wypalania też wystąpi przepalenie.
Technika prowadzenia procesu emaliowania znacząco różni się od techniki lakierowania proszkowego. W malowaniu, gdzie warstwa lakieru oscyluje w okolicach 40–60 µm, a dozowanie farby proszkowej jest w zasadzie stechiometryczne, niewielka ilość proszku zawracana jest do systemu natryskowego. W emaliowaniu pracujemy z bardzo dużym naddatkiem proszku, w zależności od wielkości detalu i stopnia jego skomplikowania uzysk proszku na detalu wynosi ok. 50–60%. Czyli ogromna ilość proszku wraca do systemu. A ilość farby, która pozostaje na detalu do dalszych operacji, zależna jest od samoograniczenia grubości. A ta w dużej mierze zależy od siedmiu czynników wymienionych powyżej.
Powyższe rozważania pokazały nam, w jaki sposób budowana jest powłoka emalii w procesie elektrostatycznego emaliowania proszkowego. I dopiero teraz należy zająć się parametrem, który ma największy wpływ na odprowadzenie ładunku z powłoki, a co za tym idzie na prawidłową aplikację – a mianowicie wilgotnością bezwzględną powietrza. Woda obecna w warstwie nałożonej emalii staje się przewodnikiem i ułatwia migrację ładunku elektrostatycznego w kierunku uziemionego detalu. Proces ten spowalnia pojawienie się emisji zwrotnej i daje możliwość szybszego nakładania grubszych warstw. Jednak w tym przypadku konieczna jest ostrożność, gdyż przekroczenie granicznych parametrów może uniemożliwić emaliowanie. W literaturze emalierskiej występuje tabelka pokazująca, jak zawartość wody wpływa na aplikację proszku (patrz tabela nr 1).













