




Pracując ponad 40 lat w przemyśle wykorzystującym technologię emaliowania, niejednokrotnie spotykałem się z pytaniem, czy w tym procesie konieczne jest korzystanie z klimatyzacji kabin natryskowych? Problem jest o tyle ważny, że koszty urządzeń klimatycznych są bardzo wysokie.
Procesy mokre, jak zanurzanie i polewanie, kompletnie nie są zależne od klimatyzacji, należy tylko zwracać uwagę na reologię masy emalierskiej i jej zmianę rozlewności w zależności od temperatury. W wyższych temperaturach następuje szybsze odparowanie wody, co ma wpływ na grubość nałożonej warstwy emalii. W technologiach natryskowych, szczególnie w mokrym natrysku elektrostatycznym w suchej i gorącej atmosferze panującej w kabinie może wystąpić tzw. suchy natrysk, co może dać wady podczas wypalania. Jednak warunki klimatyczne mają największy wpływ na elektrostatyczne emaliowanie proszkowe. Dla zgłębienia tego problemu konieczne jest przybliżenie istotnych mechanizmów tego procesu.
Aby mówić o prawidłowym kompletnym emaliowaniu, musimy dążyć do uzyskania powłoki emalii o grubości odpornej na późniejsze wypalanie, a w eksploatacji detalu emaliowanego jego odporności mechanicznej. Według mojego doświadczenia, ta optymalna grubość dla emalii jednowarstwowej powinna zawierać się w zakresie od 70–80 µm do 100–120 µm. W zakresach poniżej tej grubości (w zależności od jakości emalii oraz stopnia skomplikowania detalu) mogą wystąpić przebarwienia oraz przepalenia powłoki. W zakresach wyższych otrzymujemy ładną jednobarwną powłokę, jednak ze względu na zwiększoną grubość jej odporność mechaniczna będzie słabsza.
 Narzędzia i najważniejsze parametry wpływające na grubość powłoki emalii proszkowej:
Narzędzia i najważniejsze parametry wpływające na grubość powłoki emalii proszkowej:
1. Ilość podawanego proszku.
2. Czas podawania proszku:
- prędkość przesuwu pistoletów,
- ilość powtórzeń,
- odległość dyszy natryskowej od powierzchni detalu.
3. Parametry prądowe:
- napięcie ładowania,
- ograniczenia natężenia.
4. Zdolność do fluidyzacji.
5. Granulacja proszku.
6. Zdolność odpływu ładunku z powłoki nałożonego proszku.
7. Warunki klimatyczne.
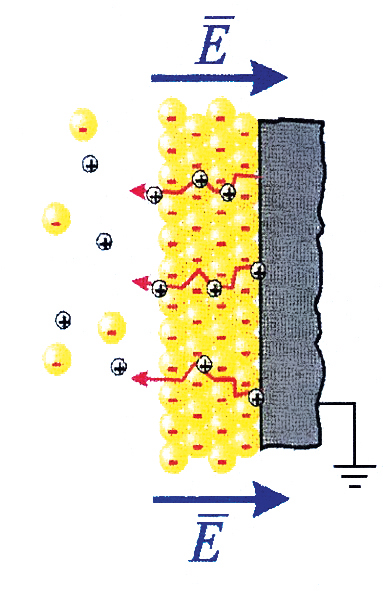
Emalia proszkowa jest materiałem ceramicznym, czyli izolatorem, zmielone szkliwo nie przewodzi prądu, a jego cząsteczki nie przyjmują ładunków elektrycznych. Był to podstawowy problem do rozwiązania i również dlatego lakierowanie proszkowe w procesie elektrostatycznym wyprzedziło emaliowanie.
Celem rozwiązania tego problemu emaliernicy wprowadzili zabieg otoczkowania zmielonej emalii za pomocą specjalnych olejów silikonowych. Spowodowało to, że proszek emalierski zaczął przyjmować ładunki elektrostatyczne, a tak przygotowany surowiec, podobnie jak lakier proszkowy, zaczął podlegać podobnym zjawiskom i nadawał się do elektrostatycznego natrysku.













