




Widok ogólny linii AABO-IDEAL w firmie Morad.
Linia lakiernicza w firmie Morad zaprojektowana i dostarczona przez AABO-IDEAL
Stale rosnący popyt na systemy fasadowe oraz na akcesoria do nich zmusza producentów nie tylko do zwiększania swoich możliwości produkcyjnych, ale i skrócenia czasu dostawy. Kolejnym aspektem jest stale rosnąca paleta kolorystyczna i różnorodność wykończenia powierzchni zamawianych profili. Wymaga to coraz większej elastyczności i możliwości wytwórczych. Dlatego pomorski dostawca systemów aluminiowych firma Morad podjęła decyzję o budowie własnego zakładu umożliwiającego szybką dostawę gotowych profili i akcesoriów zgodnie ze specyfikacją klienta.
Lakiernia proszkowa w firmie Morad składa się z dwóch instalacji:
- pionowej do malowania profili o maksymalnej długości 7,3 m,
- poziomej do malowania akcesoriów i mniejszych zleceń.
Linia pozioma została dostarczona przez firmę AABO-IDEAL zgodnie ze specyfikacją podaną przez zamawiającego i spełniającą wymagania normy Qualicoat. Została wyposażona na życzenie klienta w kabinę do szybkiej zmiany kolorów firmy Wagner wraz z kuchnią farb, cyklonem, filtrem końcowym oraz pistoletami aplikacyjnymi. Przygotowane zostało także miejsce, aby w przyszłości zamontować przejezdną dodatkową kabinę do ręcznej aplikacji farb na detale małoseryjne lub malowane drugą warstwą. Linia umożliwia ciągłe malowanie profili aluminiowych, klamek, szyldów, zawiasów i innych akcesoriów w trybie ciągłym przy prędkości nominalnej przenośnika 1,5 m/min. Linia jest w stanie obrobić elementy o maksymalnych wymiarach 3 m długości, 2 m wysokości oraz 0,5 m szerokości. Wyposażona jest w siedmiostrefowe natryskowe przygotowanie powierzchni spełniające wymagania normy Qualicoat, o który to certyfikat firma Morad będzie się ubiegać. Do dyspozycji są następujące operacje: odtłuszczanie wstępne, trawienie, płukanie wodą sieciową, płukanie wodą sieciową, płukanie wodą zdemineralizowaną, pasywacja, płukanie wodą zdemineralizowaną.
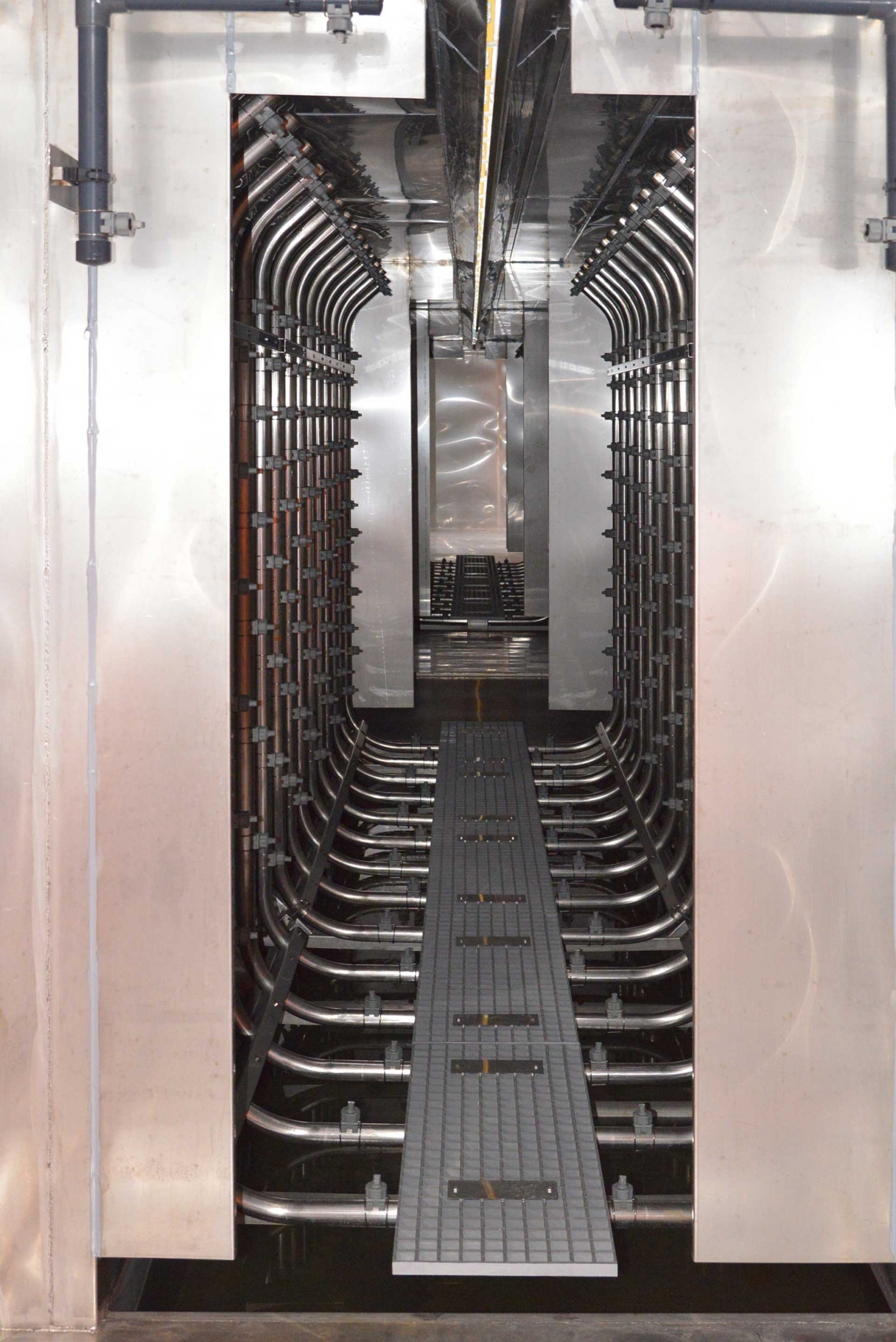
Po procesie przygotowania powierzchni detale na przenośniku trafiają do pieca suszącego, stanowiącego konstrukcję blokową łącznie z piecem do polimeryzacji. Piec suszący jest zbudowany jako konstrukcja samonośna ze specjalnie walcowanych profili ze stali ocynkowanej. Profile są docinane indywidualnie na wymiar dla każdej realizacji. Kształt profilu został specjalnie opracowany, aby uzyskać dostateczną sztywność konstrukcji pieca, mogącą przenosić obciążenia od przenośnika z zawieszonymi na nim detalami, przy jednoczesnej kompensacji rozszerzalności temperaturowej. Piec suszący jest w pełni spawany i uszczelniany w celu maksymalnej redukcji strat ciepła. Na zewnątrz pieca suszącego, jak i do polimeryzacji znajduje się konstrukcja wsporcza dla zewnętrznych paneli ozdobnych (identycznych jak na tunelu przygotowania powierzchni) przytrzymujących izolację termiczną pieca i suszarki. Dla pieca blokowego firma AABO-IDEAL zastosowała izolację o sumarycznej grubości 300 mm z wełny mineralnej. Jest ona układana z trzech warstw w taki sposób, aby wyeliminować wszelkie szczeliny i mostki cieplne wpływające na pogorszenie ekonomiki pracy zespołu pieców. Suszarka wyposażona jest w zespół grzewczy bezpośredni (bez wymiennika) z modulowanym palnikiem gazowym firmy Weishaupt o mocy 200 kW, umieszczonym na dachu pieca. Jest to moc w zupełności wystarczająca na potrzeby osuszania detali aluminiowych przy prędkości nominalnej przenośnika 1,5 m/min. Zespół grzewczy jest zintegrowany z wentylatorem o dużej wydajności, który umożliwia równomierną dystrybucję gorącego powietrza w kubaturze suszarki. Wentylator tłoczy podgrzane powietrze kanałami dystrybucyjnymi rozmieszczonymi na podłodze wewnątrz pieca suszącego. Kanały posiadają regulację szerokości szczelin, które umożliwiają zmiany przepływu powietrza w poszczególnych strefach, aby osiągnąć prawidłowy rozkład temperatury w całej objętości pieca. Dzięki takiemu rozwiązaniu naturalne zjawisko konwekcji wspomaga równomierne rozprowadzenie gorącego powietrza w całej kubaturze suszarki. Aby nie tracić ciepła, wjazd i wyjazd z pieca suszącego wyposażony jest w pojedyncze śluzy powietrzne, opracowane przez firmę AABO-IDEAL na podstawie własnych doświadczeń wynikających z zainstalowanych kilku tysięcy linii na całym świecie. Piec do polimeryzacji farby proszkowej po aplikacji ma analogiczną budowę, z kilkoma jednak różnicami. Otóż wjazdy i wyjazdy z pieca, przy temperaturach technologicznych znacznie wyższych od temperatury panującej w piecu suszarniczym, są wyposażone w identyczne, ale zdublowane śluzy powietrzne. Zapotrzebowanie pieca do polimeryzacji farby proszkowej na energię cieplną jest znacznie wyższe, a co za tym idzie piec wyposażony jest w dwa gazowe zespoły grzewcze z palnikami modulowanymi firmy Weishaupt o mocy 200 kW każdy, również umieszczone na dachu pieca. Ze względu na wymagania jakościowe oraz te wynikające z normy Qualicoat są one doposażone w wymienniki o unikalnej konstrukcji z wymuszonym ciągiem kominowym, sterowanym ciśnieniem w komorze spalania w celu optymalizacji wymiany ciepła i maksymalnego wykorzystania energii spalonego medium. W zespole grzewczym z wymiennikiem, analogicznie jak w piecu suszarniczym z bezpośrednim zespołem grzewczym, znajduje się wentylator o wysokiej wydajności, którego zadaniem jest równomierne rozprowadzenie gorącego powietrza z wymiennika poprzez kanały dystrybucyjne do kubatury pieca. Kanały te znajdują się również na podłodze, zapewniając różnicę w temperaturze w całej objętości pieca rzędu kilku stopni Celsjusza. Podobnie jak w suszarce, kanały mają możliwość regulacji w celu optymalizacji krzywej temperaturowej.
Linia nie mogłaby działać gdyby nie przenośnik łańcuchowy będący także produktem firmy AABO-IDEAL. Jest to bardzo prosta, a jednocześnie wytrzymała konstrukcja, umożliwiająca bezpodziałowe zawieszanie detali na profilach ząbkowych umieszczonych na łańcuchu. Sam łańcuch ma możliwość zawieszenia 80 kg na jednym punkcie, co daje pokaźne możliwości lakierowania. Łańcuch porusza się w prowadnicy będącej jednolitą spawaną konstrukcją na etapie montażu, wspartą na stalowej konstrukcji słupowej lub/i bramowej posadowionej na podłodze hali. Szczelina prowadnicy jest skierowana ku górze, eliminując defekty na elementach malowanych pochodzących z zanieczyszczeń przenośnika. Wszak sam łańcuch do prawidłowej i bezawaryjnej eksploatacji potrzebuje smarowania i to właśnie olej, wraz z zanieczyszczeniami pochodzącymi z hali produkcyjnej, stanowi zagrożenie dla jakości malowanych detali. Prowadnica przenośnika wyposażona jest w stację inspekcyjną, która daje możliwość jego przeglądu w trakcie normalnej eksploatacji lub podczas przerw serwisowych. Stacja smarująca przenośnik znajduje się w samym wjeździe do tunelu przygotowania powierzchni. Takie usytuowanie stacji smarowania nie stanowi zagrożenia dla malowanych elementów w przypadku jakiegokolwiek wycieku oleju lub awarii stacji. Łańcuch napędzany jest przez trzy stacje napędowe (ich liczba zależna jest od długości łańcucha i obciążenia na metr bieżący). Są one zaprojektowane i produkowane przez firmę AABO-IDEAL. Posiadają napęd w postaci motoreduktorów zabezpieczonych sprzęgłami ciernymi z regulowanym maksymalnym momentem obrotowym, zaś silniki motoreduktorów sterowane są płynnie poprzez falowniki. Stały naciąg łańcucha zapewnia stacja napinająca, wykorzystująca statyczne ciśnienie sprężonego powietrza z zakładowej sieci pneumatycznej.
Cały ten skomplikowany system urządzeń kontrolowany jest za pomocą niewielkiego panelu dotykowego umieszczonego na szafie sterującej, zawierającej główne przyłącze energetyczne, zabezpieczenia przeciwprzepięciowe i nadprądowe oraz sterownik PLC. W celu przyspieszenia procesu diagnostyki główny sterownik podłączony jest do Internetu przez specjalny moduł, umożliwiając automatykom AABO-IDEAL nieprzerwany dostęp do linii u klientów. System sterowania rejestruje i zapamiętuje wszelkie alarmy pochodzące z komponentów linii, co ułatwia diagnostykę zarówno dla serwisu lokalnego, jak również AABO-IDEAL.
Całość inwestycji z pewnością przełoży się na elastyczność dostaw i skrócenie czasu oczekiwania na system fasadowy. Może się wydawać, że cała instalacja jest niezmiernie skomplikowana, ale tak naprawdę jest ona bardzo przyjazna dla użytkownika oraz minimalizująca zaangażowanie personelu w obsługę samej linii, dając tym samym możliwość skupienia się na jakości produkcji.
Jacek Wysocki
AABO-IDEAL Sp. z o.o.
www.aabo-ideal.com













{kind=link}
{kind=link}
{kind=link}
{kind=link}