




Lakiernia pionowa to zupełnie inny wymiar możliwości produkcyjnych profili aluminiowych.
ALURON uruchomił malarnię pionową, inwestując w najnowsze rozwiązania technologiczne
Jakość, technologia, energooszczędność i ekologia – to motto produkcyjne, którym kieruje się zarząd zawierciańskiej spółki ALURON, będącej producentem systemów aluminiowych do wszystkich segmentów stolarki: PVC-ALU, DREWNO-ALU, ALU oraz drewna. Z początkiem tego roku uruchomił kolejną – tym razem pionową – linię lakierniczą do malowania profili aluminiowych z pełną infrastrukturą.
W związku z tą inwestycją ALURON będzie mógł realizować usługi dla znacznie większego grona klientów na światowym poziomie.
Inwestycja we wdrożenie nowoczesnej technologii lakierowania pionowego z pełną infrastrukturą to dla spółki ALURON skok w zupełnie inny wymiar możliwości produkcyjnych. Wydajność nowej linii pionowej jest kilkukrotnie większa niż wydajność posiadanej linii poziomej. Wykonawcą była firma EcoLine, której powierzono nadzór nad całym projektem, budową instalacji, a obecnie sprawuje serwis powykonawczy.
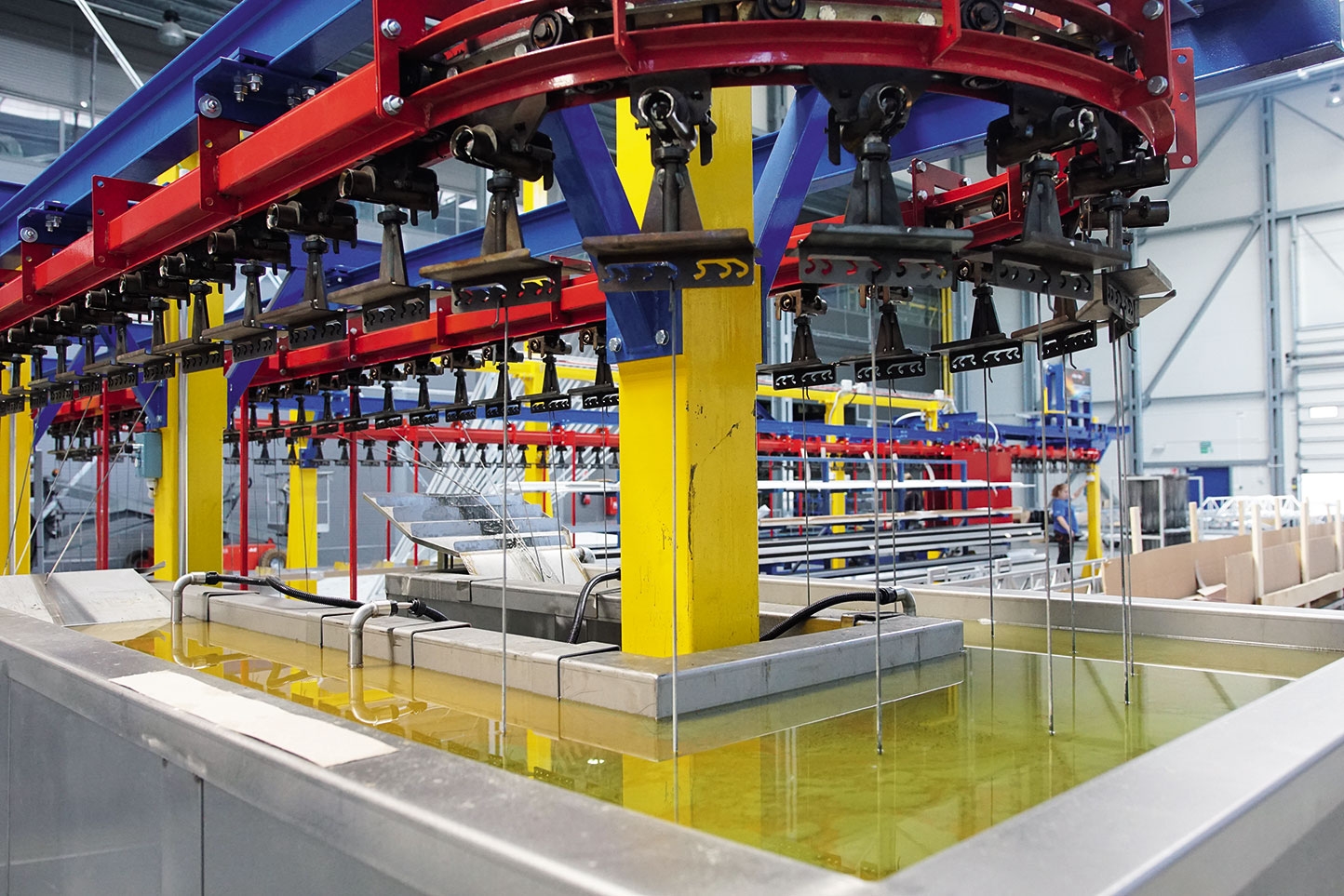
Linia składa się ze strefy załadunku profili, tunelu chemicznego przygotowania powierzchni (wykonanego ze stali nierdzewnej), suszarki, dwóch kabin lakierniczych oraz pieca do polimeryzacji, przy którym zainstalowano dodatkowo kurtyny schładzające, by detale były niemal od razu gotowe do zdjęcia z przenośnika Power&Free oraz by wyeliminować stratę czasu i ciepła.
Następnym etapem jest nowoczesny proces bezchromowy Oxsilan®AL0510 firmy Chemetall. Oxsilan jest procesem wykorzystującym silany – organiczne związki krzemu, nie zawiera szkodliwych metali ciężkich, dzięki czemu proces obróbki ścieków jest dużo prostszy. Zapewnia on doskonałą przyczepność oraz znakomitą odporność korozyjną powłok farb proszkowych. Zastosowany proces Oxsilan® Al0510 posiada dopuszczenie Qualicoat nr A-068. Dozowanie chemii następuje automatycznie, wszelkie parametry są na bieżąco kontrolowane przez czujniki.
Po obróbce konwersyjnej obrabiane elementy poddawane są płukaniu w wodzie demineralizowanej oraz suszeniu.
– Technologia chemicznego przygotowania powierzchni oparta na preparatach na bazie silanów daje jeszcze większe zabezpieczenie antykorozyjne potwierdzone badaniami w komorze solnej i badaniami odporności na korozję nitkową – potwierdza Cezary Dziecinniak, dyrektor ds. inwestycji w firmie ALURON. – Dodatkowym atutem tej technologii jest także znaczne zmniejszenie ilości ścieków technologicznych, co ma wpływ na ochronę środowiska, w którym żyjemy, i o które jako firma odpowiedzialna, skutecznie dbamy.
Linia wyposażona jest w dwie kabiny lakiernicze firmy Euroimpianti, co pozwala wyeliminować straty czasu związane z czyszczeniem kabin po zmianie koloru. Podczas gdy malowanie odbywa się w jednej kabinie, druga w tym momencie jest czyszczona i przygotowywana do malowania innym kolorem. Automatyczne zarządzanie wszystkimi procesami technologicznymi podczas lakierowania zapewnia płynny i prawidłowy proces gwarantujący powtarzalność parametrów lakierowania, osiągnięcie celów produkcyjnych, jakościowych oraz wysoką wydajność. – Zastosowano nowy typ kabin lakierniczych – wyjaśnia C. Dziecinniak. – Profile są malowane bez obracania poprzez pistolety umieszczone na czterech manipulatorach rozmieszczonych po dwie sztuki po każdej stronie malowania. Firma Euroimpianti nazywa te kabiny „diamentowymi” ze względu na ich kształt w przekroju. Zastosowanie tych kabin pozwala na precyzyjne sterowanie nakładaniem powłoki na powierzchnie profili. Kabiny są całkowicie zabudowane i oddzielone od reszty hali. Rozwiązanie to ma na celu zapewnienie najwyższej jakości pomalowanych profili, gdyż do strefy malowania nie dostają się zanieczyszczenia pochodzące z innych procesów produkcyjnych.
Kabiny wyposażone są w centra proszkowe OptiCenter firmy Gema oraz pistolety proszkowe, także firmy Gema. Zastosowane aplikacje proszkowe oraz nowatorskie rozwiązania kabin lakierniczych gwarantują lakierowanie na najwyższym poziomie jakościowym oraz zapewniają ogromną wydajność. Obecnie na linii pionowej można pomalować 630 7-metrowych profili na godzinę. Pracuje ona z prędkością 1,4 metra na minutę. To wszystko pozwoliło na skrócenie czasu terminu realizacji zamówień. Cały proces, od załadunku detali, poprzez przygotowanie powierzchni, proces malowania, utwardzania powłok, do zdjęcia profili z przenośnika, trwa maksymalnie 3 i pół godziny.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}