




Linia powlekania kataforetycznego (KTL) – farba antykorozyjna jest nakładana na wszystkie powierzchnie nadwozia w wannie kataforetycznej.
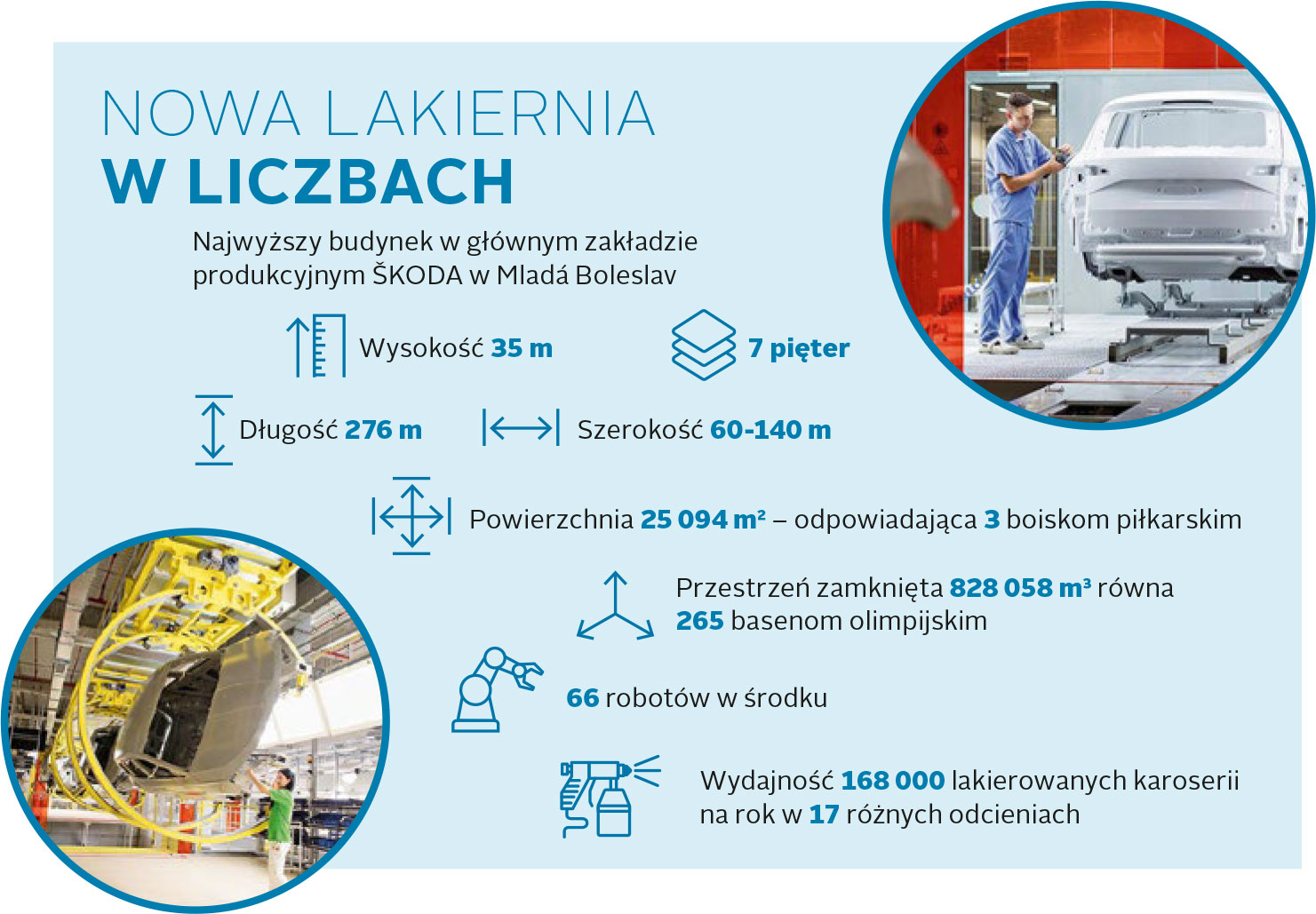
Nowoczesna lakiernia samochodów Škoda
Poznaj nową lakiernię w głównym zakładzie ŠKODA w Mladá Boleslav. Odkryj krok po kroku, w jaki sposób spawane nadwozie zamienia się w podstawę nowego samochodu o dokładnym pokryciu lakierem. Czy wiesz, do czego w lakierni służą strusie pióra?
Lakierowanie nadwozia samochodu to wysoce skomplikowany proces, który ciągle podlega zmianom i ulepszeniom. Przykładowo, nowa lakiernia w Mladá Boleslav może poszczycić się pierwszymi takimi piecami na świecie, które zostały zaprojektowane w celu przyśpieszenia i poprawy procesu schnięcia lakieru.
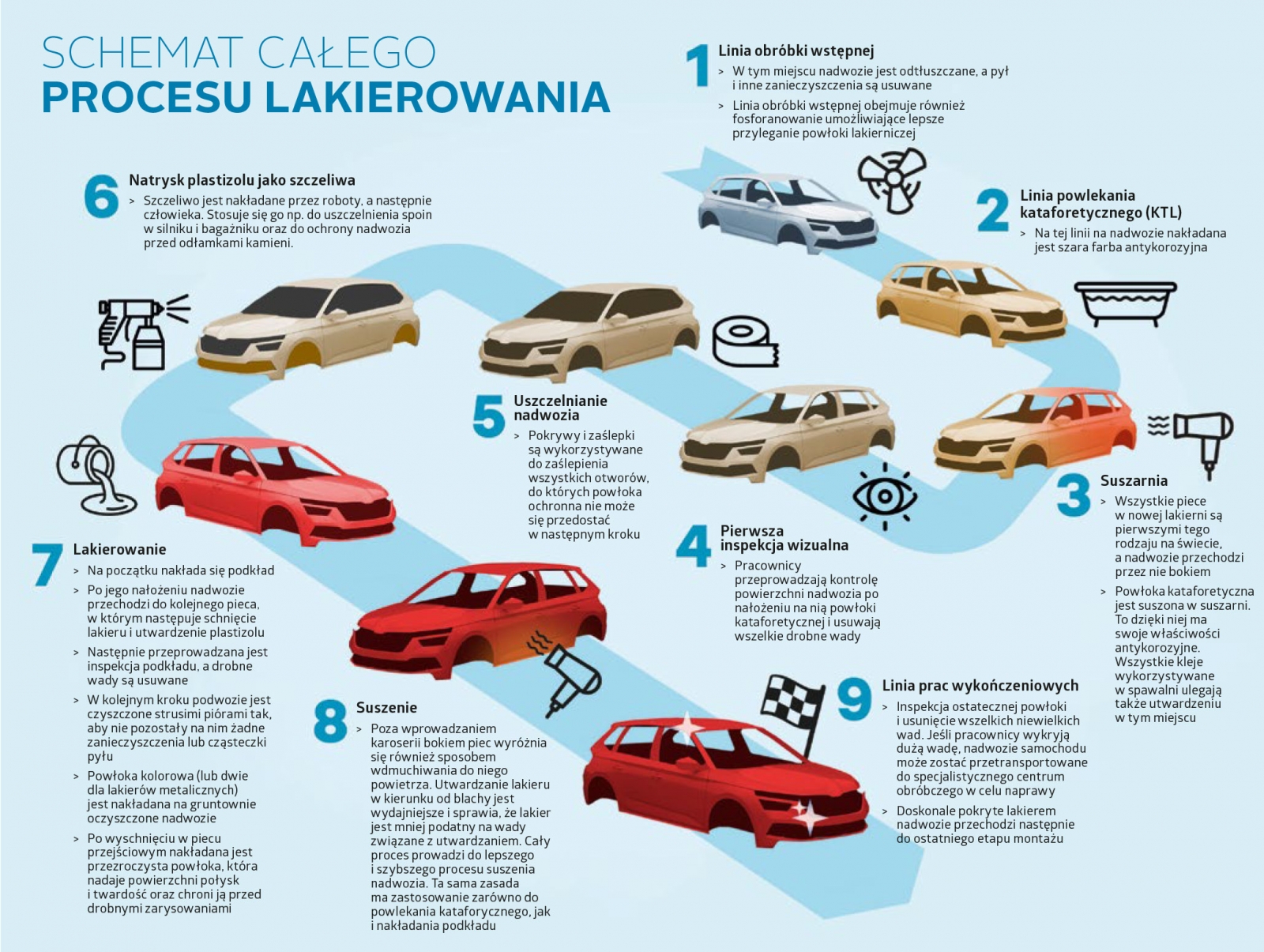
Nadwozie jest transportowane ze spawalni do lakierni. Najpierw jest wprowadzane do linii obróbki wstępnej, w której jest odtłuszczane, a pył i inne zanieczyszczenia są usuwane. Proces ten polega na zastosowaniu środków odtłuszczających podobnych do tych wykorzystywanych do mycia naczyń w domu. W trakcie kąpieli w temperaturze 60°C nadwozie jest również płukane ciepłą wodą. Pomiędzy każdymi kąpielami z wykorzystaniem płynów do czyszczenia strumienie rozpryskują wodę w sposób niemal identyczny jak na zwykłej myjni. Podczas kąpieli nadwozie jest obracane do góry nogami, aby mieć pewność, że płyny wypełniają każdą możliwą przestrzeń. W drzwiach zamontowano nawet specjalne podpórki mające na celu zapobieżenie ich zamknięciu i umożliwienie kontaktu płynu z krawędziami wewnętrznymi drzwi. Opcja obrotu jest jedną z zalet nowej linii, której nie ma w każdej lakierni. Linia obróbki wstępnej obejmuje fosforanowanie, aby umożliwić lepszą przyczepność systemu malowania do metalu na późniejszym etapie.
Nałożona farba uzyskuje swoje właściwości antykorozyjne w piecu, w którym jest suszona w temperaturze 180°C przez 56 minut. Proces suszenia powoduje również utwardzenie wszystkich klejów wykorzystanych w spawalni. Po wysuszeniu powłoki kataforetycznej nadwozie jest poddawane pierwszej inspekcji wzrokowej przez pracowników zakładu, którzy wykrywają drobne wady i usuwają je ręcznie za pomocą narzędzi.
Kolejny krok obejmuje zaślepienie i zakrycie otworów, aby zapobiec ich penetracji przez natrysk ochronny, co spowodowałoby problemy w dalszej części procesu produkcyjnego. Niektóre z elementów zakrywających są później demontowane, ponieważ są czasami potrzebne do innych prac na linii montażowej (np. montażu amortyzatorów). Następnie robot przeprowadza natrysk ochronny szczeliwa o nazwie plastizol na zabezpieczone podwozie.
W kolejnych etapach linii produkcyjnej roboty nakładają różne rodzaje plastizolu, który jest wykorzystywany np. do uszczelnienia spoin w silniku i w bagażniku oraz do ochrony nadwozia przed odłamkami kamieni. Po wykonaniu prac przez roboty przychodzi pora na nałożenie szczeliwa przez człowieka w trudno dostępnych dla robotów miejscach. Na przykład w miejscu, gdzie następuje montaż świateł tylnych, należy nałożyć plastizol, a następnie go rozprowadzić tak, aby warstwa nie była ani za cienka (prowadząc do braku izolacji), ani za gruba (powodując niemożność montażu światła tylnego po utwardzeniu plastizolu).
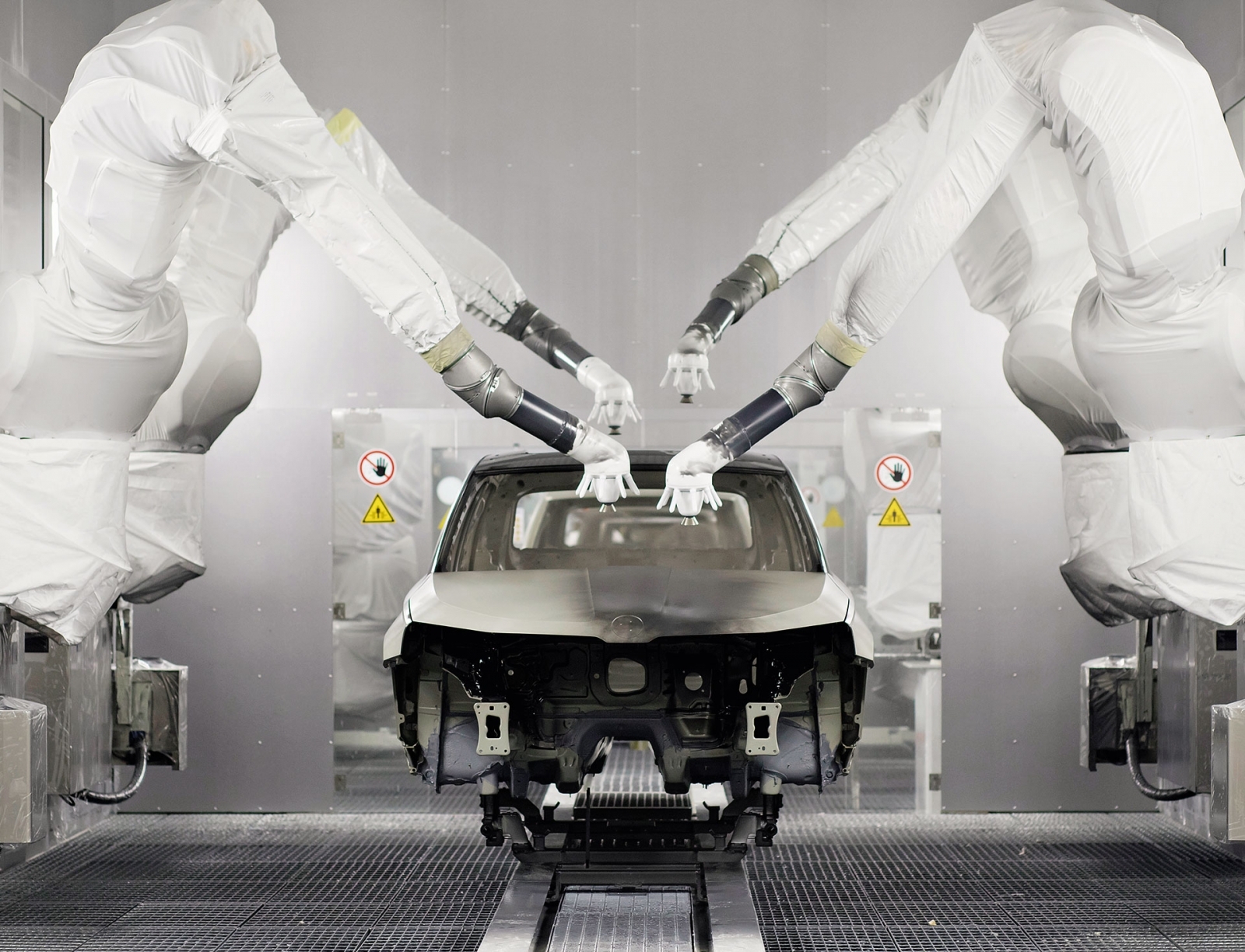
Teraz przyszła pora na to, co uważa się za właściwe lakierowanie. Na jednych drzwiach zawiesza się ramę z korkiem zbiornika, a szczotki wykonują czyszczenie karoserii przed jej wprowadzeniem do linii nakładania podkładu.
Podkład występuje w czterech możliwych odcieniach, który jest dobierany zależnie od koloru późniejszej warstwy wierzchniej. Kolor podkładu może być biały, czarny, szary lub czerwony.
Po natrysku na nadwozie czeka kolejny piec na gorące powietrze, w którym dochodzi do schnięcia lakieru i utwardzenia plastizolu w temperaturze 160°C przez ok. 40 minut.
Po opuszczeniu pieca nadwozie przechodzi do stacji szlifowania podkładu, w której przeprowadza się jego sprawdzenie pod kątem drobnych wad i ich usunięcie. To tutaj wykorzystuje się strusie pióra, o których wspomnieliśmy we wstępie. Usuwają najdrobniejsze zanieczyszczenia i cząsteczki pyłu na wałkach obracających się wokół nadwozia, podobnie jak wałki na myjni. Pracownicy lakierni są zgodni, że czekają na odkrycie materiału lepszego od strusich piór. Dokładne czyszczenie i usunięcie nawet najdrobniejszych cząsteczek pyłu jest niezbędne, ponieważ następnym krokiem jest nałożenie powłoki kolorowej.
Następnie linia prowadzi nadwozie do robotów lakierniczych, które nakładają jedną powłokę lakierniczą lub dwie, jeśli kolorem samochodu ma być metalik.
Po krótkim pobycie w piecu przejściowym (15 minut w temperaturze 85°C) do gry wchodzi kolejny robot lakierniczy. Tym razem nakładana jest warstwa zewnętrzna, która jest przezroczysta i nadaje całej powierzchni połysk i twardość oraz chroni ją przed drobnymi zadrapaniami i odłamkami kamieni.
Nadwozie wprowadzane jest do kolejnego pieca, w którym powietrze przepływa w temperaturze 140°C. Piece w nowej lakierni w Mladá Boleslav są pierwszymi tego rodzaju na świecie. Jednym z czynników wyróżniających je od innych jest to, że nadwozie nie jest wprowadzane przodem, lecz bokiem. Co więcej, gorące powietrze w piecach wpływa do nadwozia przez komorę silnika i przednią szybę. W rezultacie lakier schnie w kierunku od blachy, a nie od górnej powłoki w dół. Na podobnej zasadzie odbywa się schnięcie powłoki kataforetycznej i podkładu. Umożliwiło to także skrócenie długości linii suszenia do ok. 100 metrów (inne piece są dwukrotnie dłuższe).
Przed opuszczeniem lakierni przez nadwozie, już z nałożonymi wszystkimi powłokami, przechodzi ono z pieca do linii prac wykończeniowych. W tym miejscu następuje ponowna inspekcja przez pracowników, który szukają najdrobniejszych wad lakieru, a w przypadku ich wykrycia – usuwają je. Poprzez wady lakieru nie mamy na myśli zadrapań lub miejsc bez pokrycia farbą, lecz naprawdę maleńkie detale, których niewprawione oko nawet nie dostrzeże. Niemal wszystkie niedoskonałości można usunąć poprzez dokładne szlifowanie i polerowanie. Gdy wszystko jest w porządku, nadwozie z nałożonym lśniącym lakierem przechodzi do miejsca, w którym następuje montaż końcowy i powstaje gotowy samochód.
Grzegorz Petka
oprac. na podstawie materiałów Škoda Storyboard













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}