




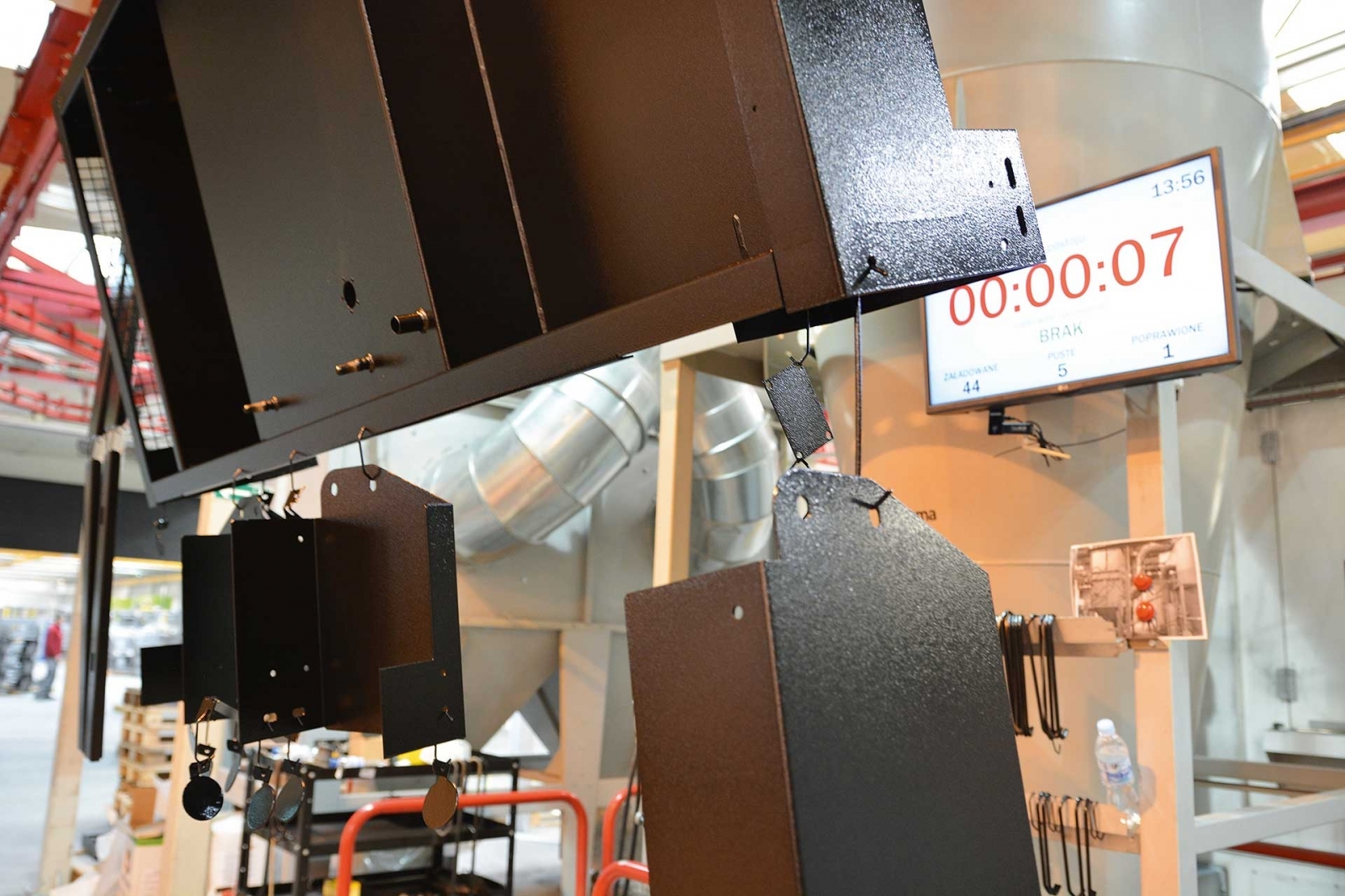
Panel sterowania w strefie załadunku. To już na tym etapie ustalany jest cały proces i czas obróbki detali.
Firma Agregaty FOGO od lat stawia nacisk na automatyzację i robotyzację procesów produkcyjnych. Prężny rozwój oraz plany ekspansji na nowe rynki to powód, dla którego postanowiono całkowicie zmodernizować dział lakierni proszkowej. Dwie ręczne malarnie zastąpiono jedną, w pełni automatyczną. Zautomatyzowany jest jednak nie tylko proces przygotowania powierzchni i lakierowania, ale każdy etap pracy tej części zakładu.
Firma Agregaty FOGO Sp. z o.o. jest czołowym polskim producentem agregatów prądotwórczych. Na przestrzeni lat wypracowała szeroką gamę niezawodnych produktów, których projektowanie i produkcja odbywa się z uwzględnieniem krajowych i międzynarodowych norm, a wysoka jakość i niezawodność potwierdzona jest licznymi certyfikatami.
Firma prowadzi aktywne działania handlowe i marketingowe, uczestniczy w targach branżowych i konferencjach. Produkty oraz firma były i są nadal wielokrotnie wyróżniane i nagradzane.
Wysoka jakość produkcji osiągana jest dzięki nieustannym inwestycjom. Przedsiębiorstwo rozwija swój park maszynowy, automatyzuje produkcję, wznosi kolejne obiekty. Aktywnie korzysta z funduszy unijnych, które wspierają intensywny rozwój firmy.
Rozwój firmy nie byłby możliwy bez wykwalifikowanej, zaangażowanej kadry. Pracownicy FOGO to znakomici fachowcy w dziedzinie projektowania, produkcji i serwisu, których wspiera zespół administracyjny i marketingowy. I to właśnie m.in. dzięki pracownikom przedsiębiorstwa udało się zainstalować automatyczną lakiernię proszkową. Wspierał ich doświadczony zespół technologów i techników z firmy EKO-BHL Tuszko, autoryzowanego przedstawiciela firmy Gema. – W naszej firmie mamy rozbudowany dział konstrukcji, automatyczny i elektryczny – mówi Grzegorz Szczerbowicz z firmy FOGO. – Potrzebowaliśmy jedynie wsparcia technologicznego ze strony dostawcy systemów aplikacyjnych. Otrzymaliśmy je od zespołu EKO-BHL Tuszko, który wspierał nas i służył radami oraz swoim doświadczeniem podczas projektowania i montażu całej instalacji, a po jej zakończeniu prowadził szkolenia z obsługi.
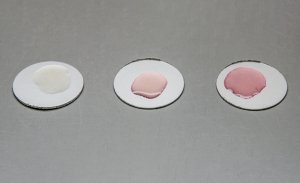
Proces obróbki powierzchni zaczyna się na stoisku załadunku, gdzie detale są segregowane m.in. pod kątem gabarytów i kierowane na określony wagon. Już na tym etapie określony jest czas poszczególnych etapów procesu, tak by maksymalnie wykorzystać możliwości linii. W innowacyjny sposób przygotowuje ona powierzchnie metalowe do malowania. Elementy przed rozpoczęciem lakierowania są pokrywane powłoką cyrkonową. Trafiają do 7-strefowej myjki, gdzie przechodzą przez następujące etapy: odtłuszczanie, cztery płukania wodą demi, cyrkonowanie (warstwa pasywacji antykorozyjnej) i płukanie demi. Cyrkon tworzy na powierzchni metalu szczelną, niezwykle twardą i cienką warstwę, która gwarantuje wyjątkowo wysoką odporność na korozję. Dodatkowe efekty cyrkonowania metalu to perfekcyjnie gładkie, odporne na ścieranie i pęknięcia powierzchnie. Każdy agregat Fogo jest tym samym niezwykle wytrzymałym produktem, który sprawdzi się w każdych warunkach.
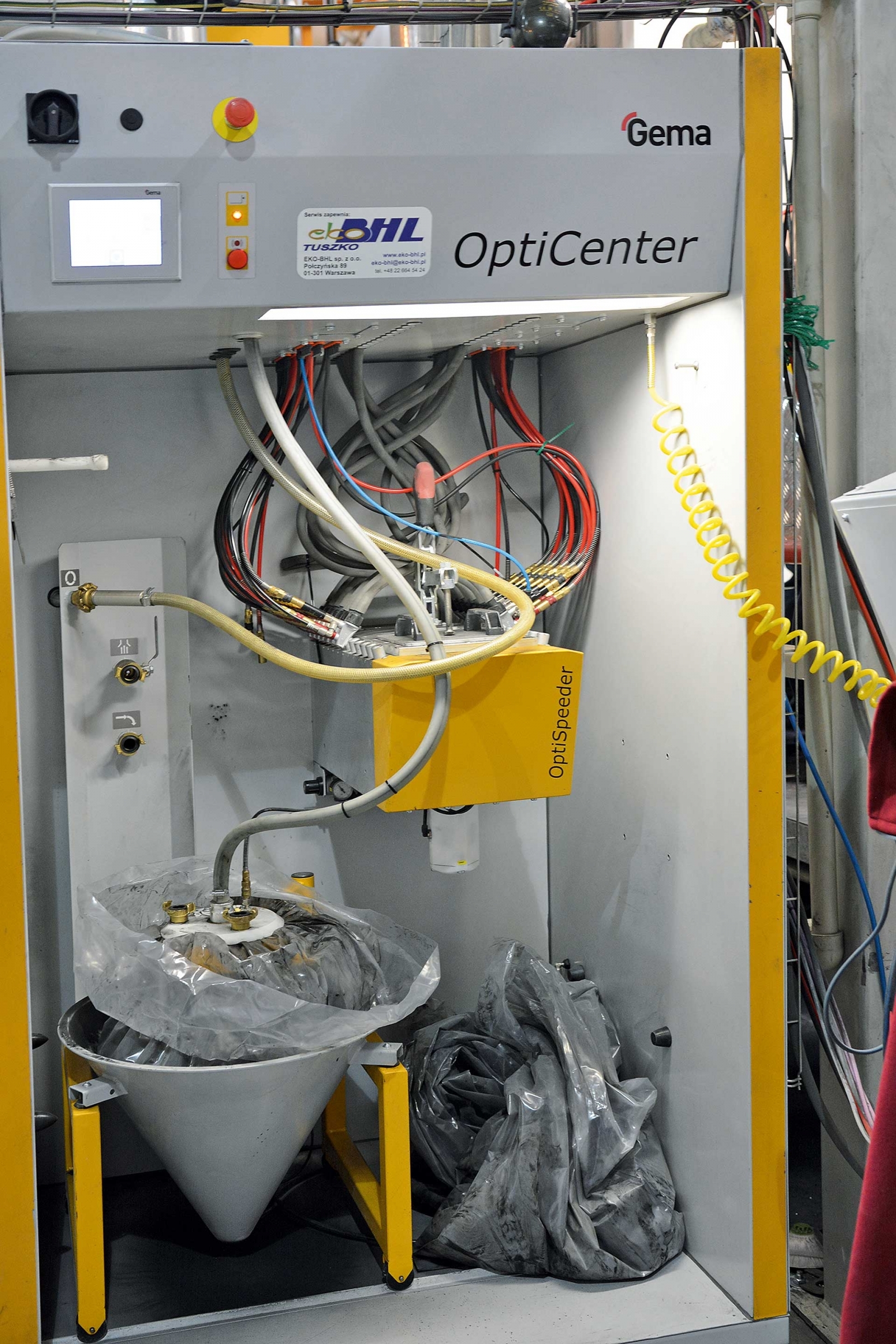
Po wyjściu z myjki i wysuszeniu, detale trafiają do kabiny marskiej firmy Gema. Przystosowana jest ona do szybkiej zmiany kolorów (patrz ramka). Aktualnie obsługiwana jest przez dwa manipulatory, na których zainstalowano po pięć automatycznych pistoletów. Dodatkowo, dwóch lakierników domalowuje detale dwoma pistoletami ręcznymi zamontowanymi po obu stronach kabiny. Jest ona jednak już przystosowana do montażu dodatkowych dwóch manipulatorów z kolejnymi dziesięcioma pistoletami. Ma to usprawnić proces lakierowania, gdyż detale mają przestrzenne kształty i są w różnym stopniu skomplikowane, więc większa liczba aplikacji skróci czas malowania oraz pozwoli na bardziej wydajną i dokładną pracę.
Po opuszczeniu kabiny lakierniczej, elementy trafiają do pieca do polimeryzacji, gdzie są wygrzewane w temperaturze ok. 200 st. C. Na końcu urządzenia zamontowano komorę studzącą, tak by detale po wyjściu z pieca mogły być od razu zdjęte z trawersy.
W lakierni zainstalowano system STS – nowoczesny, zintegrowany z kabiną proszkową system wykrywania i tłumienia ognia wraz z blokadą płomieni, a w celu dodatkowego usprawnienia i przyspieszenia pracy – bramkę rozpoznania detali na wejściu do kabiny malarskiej. Sczytuje ona kształty detalu, przekazuje informacje do sterownika, który uruchamia dedykowany program malowania. Ponadto, w przypadku rozpoznania detalu krótszego, nie uruchamia wysypu proszku z dolnych pistoletów, co dodatkowo przynosi oszczędności w zużyciu farby.
Co ciekawe, w firmie nie tylko każdy etap produkcji jest dokładnie weryfikowany, ale również każdy detal jest identyfikowalny. Pozwala to na wykrycie ewentualnych wad i ustalenie gdzie, kiedy i z jakiego powodu lub przez kogo zostały popełnione. Ma to na celu szybkie zdiagnozowanie błędu, jego naprawienie oraz służy zapewnieniu gwarancji na produkt.
Co zmieniło się po zautomatyzowaniu pracy malarni? – Właściwie wszystko – podsumowuje G. Szczerbowicz. – Po pierwsze, wzrosła wydajność. Do czasu uruchomienia nowej lakierni praca odbywała się na trzech zmianach. Aktualnie opracowaliśmy system 12-godzinny, ale ekipy zmieniają się, że każda pracuje tak, jakby na jednej pełnej zmianie. Pierwsi pracownicy przygotowują detale do obróbki, kolejni zaczynają później pracę, a kończy ją następna zmiana. Dzięki takiemu rozwiązaniu zoptymalizowaliśmy system pracy. Wydajność malarni jest tak duża, że wykorzystujemy połowę jej możliwości produkcyjnych. Jednak planowany jest duży wzrost sprzedaży na nowych rynkach zbytu, więc musimy mieć spory zapas. Dodatkowym atutem automatyzacji jest powtarzalność procesu, a to przekłada się na znaczne zmniejszenie błędów podczas obróbki lakierniczej. To wszystko z kolei ma wpływ na ostateczną jakość wyrobów. Nasze produkty pracują często w trudnych i agresywnych środowiskach, więc muszą spełniać wysokie normy antykorozyjne. Nie bez znaczenia są także niższe koszty produkcji, gdyż farba jest odzyskiwana, a dobrze zaprogramowany proces pozwala na maksymalne wykorzystanie możliwości produkcyjnych urządzeń i czasu pracy.
Warto zaznaczyć, że choć nowa malarnia doskonale się sprawuje i spełnia postawione jej zadania, nie jest to koniec inwestycji. Aktualnie firma FOGO jest w dobie robotyzacji produkcji, która nie ominie również lakierni. W planach jest dostawienie robotów do malowania proszkowego, które mają jeszcze bardziej usprawnić i zoptymalizować cały proces.
Kabina i centrum proszkowe













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}