




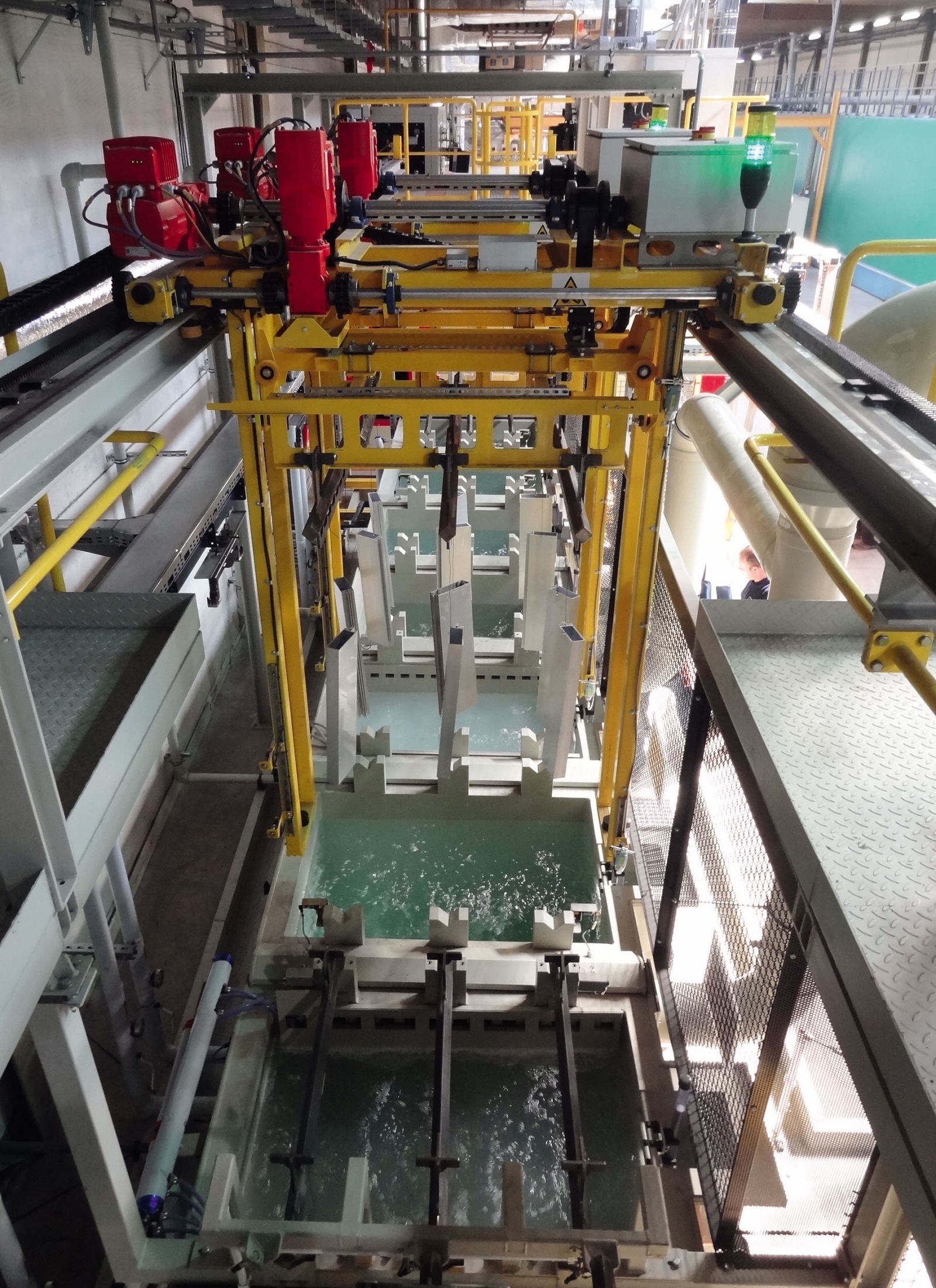
Myjka natryskowa wykonana z polipropylenu.
Automatyczna malarnia profili aluminiowych oraz niezależna linia do lakierowania małych detali
Wysoka konkurencja na rynku systemów profili aluminiowych wymusza na ich producentach ciągłe poszukiwanie możliwości podniesienia jakości produktów oraz zwiększenia wydajności pracy. Z tymi wyzwaniami zetknęła się także firma Reynaers z Piaseczna. Użytkowana malarnia obiegowa osiągnęła maksimum swoich możliwości produkcyjnych i zapadła decyzja o budowie nowej linii technologicznej.
Na bazie doświadczeń z eksploatacji malarni obiegowej oraz planów rozwoju na najbliższe kilka lat firma Reynaers, wspólnie z firmą Adal jako generalnym wykonawcą, opracowała koncepcję budowy automatycznej malarni profili aluminiowych oraz niezależnej malarni wszelkiego rodzaju drobnych elementów wchodzących w skład finalnego produktu.
Decyzja o rozdzieleniu malowania profili od malowania drobnych detali miała trzy główne powody. Po pierwsze, malarnia dedykowana tylko do jednego rodzaju detali (profili) oznacza możliwość maksymalnego wykorzystania wydajności instalacji – nie ma opóźnień na stanowiskach zawieszania i zdejmowania detali na trawersy w przypadku konieczności zawieszenia dużej liczby drobnych elementów. Po drugie, maksymalne wykorzystanie przestrzeni trawersu przez zawieszone detale – więcej zawieszonych elementów na trawersie oznacza mniejsze koszty jednostkowe pomalowania metra kwadratowego powierzchni. Po trzecie, rozdzielenie przygotowania powierzchni dla profili aluminiowych od przygotowania powierzchni dla odlewów aluminiowych oznacza możliwość lepszego dopasowania procesu chemicznego do gatunku obrabianego materiału. Ułatwia także kontrolę parametrów prowadzonego procesu chemicznego.
Profile
Malarnia profili aluminiowych zaprojektowana została dla detali o maks. długości 8000 mm. Wysokość zawieszenia detali 2000 mm. Takt instalacji 3,6 min/trawers. Wydajność malowania do ok. 350 m2/h.
Spełnienie wymagań procesu chemicznego gwarantuje myjka natryskowa z podwójnymi komorami. Trawersy wprowadzane są równolegle do każdej pary komór. Każda komora posiada swój niezależny układ natryskowy pobierający płyn technologiczny ze wspólnego zbiornika. W celu zapewnienia maksymalnej żywotności tunel, zbiorniki i układy natryskowe wykonane zostały z polipropylenu.
Detale po obróbce chemicznej trafiają do suszarki gazowej. Aby zwiększyć efektywność energetyczną, zastosowany został układ bezpośredniego grzania (bez wymiennika ciepła).
Wysuszone detale kierowane są do tunelu chłodzenia. Takie rozwiązanie zapewnia podwójną korzyść: po pierwsze, skrócenie czasu studzenia detali do temperatury umożliwiającej napylanie farby proszkowej. Po drugie, ciepło oddawane przez detale nie nagrzewa hali. Oczywiście system wentylacji wyposażony został w układ automatycznych przepustnic pozwalający na kierowanie powietrza w dowolnej proporcji do wewnątrz lub na zewnątrz hali.
Pomalowane detale przemieszczają się do gazowego pieca polimeryzacji, w którym zastosowano kilka ciekawych rozwiązań.
Strefa wstępnego żelowania znajduje się w głównej komorze pieca na wydzielonym stanowisku o obniżonej wentylacji.
W podgrzewaczu zainstalowany został system filtracji powietrza cyrkulacyjnego, co eliminuje praktycznie całkowicie ryzyko osadzania się podczas procesu polimeryzacji zanieczyszczeń na detalach.
Wymiennik spaliny – woda zainstalowany na kominie spalinowym podgrzewacza wspomaga pracę kotła gazowego utrzymującego temperaturę płynów technologicznych w obu myjkach.
Wygrzane detale bezpośrednio z pieca przejeżdżają do kolejnego tunelu chłodzenia.
Z tunelu chłodzenia detale kierowane są na stanowisko kontroli jakości, a następnie na jedno z dwóch stanowisk rozładunku.
Całość spina system sterowania zapewniający kontrolę przepływu detali, możliwość wyboru programów technologicznych. System sterowania malarni komunikuje się z programem zarządzania produkcją zakładu, co pozwala na łatwe planowanie, śledzenie i archiwizację parametrów procesu produkcyjnego.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}