




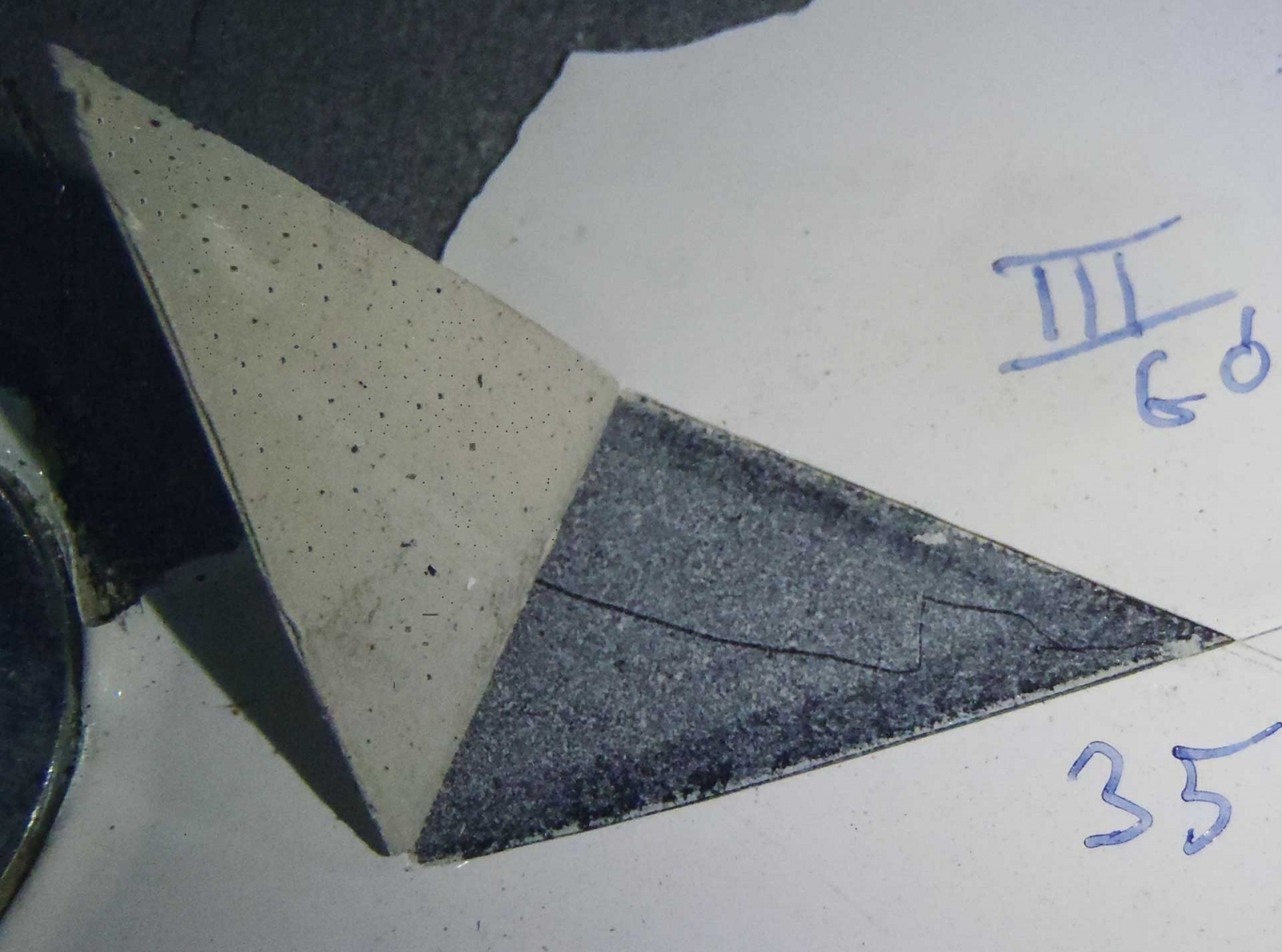
Fot. 1. Profil pośredni G. Ocena za pomocą komparatora (PN-EN ISO 8504-2).
Wady powłok, część 2
W normie PN-EN ISO 12944-5:2020-03 w załączniku B podano minimalne wymagania dotyczące przygotowania powierzchni ze stali węglowej, stali ocynkowanej zanurzeniowo i stali z powłokami natryskiwanymi cieplnie. Spełnienie tych wymagań jest podstawowym warunkiem, żeby systemy powłokowe wymienione w załącznikach C, D i E zapewniły skuteczną ochronę stali przed korozją dla założonej trwałości.
Dwa ostatnie wydania normy przewidują cztery okresy trwałości:
- krótki do 7 lat,
- średniod 7 do 15 lat,
- długi od 15 do 25 lat,
- bardzo długi, powyżej 25 lat.
Dla stali węglowej wymagania są następujące:
usunięcie wad powierzchni zgodnie z PN-EN ISO 8501-3 do stopnia P3 dla systemów przewidzianych dla kategorii korozyjności C 4 o trwałości H i VH oraz dla wyższych kategorii korozyjności;
obróbka strumieniowo ścierna do stopnia Sa 2½ zgodnie z PN-EN ISO
8501-1, przy czym pod grunty cynkowe zalecany jest dodatkowo profil pośredni G zgodnie z PN-EN ISO 8503-2 (fot. 1). Dla pozostałych farb wskazane jest podanie ewentualnych dodatkowych zaleceń w karcie technicznej farby;
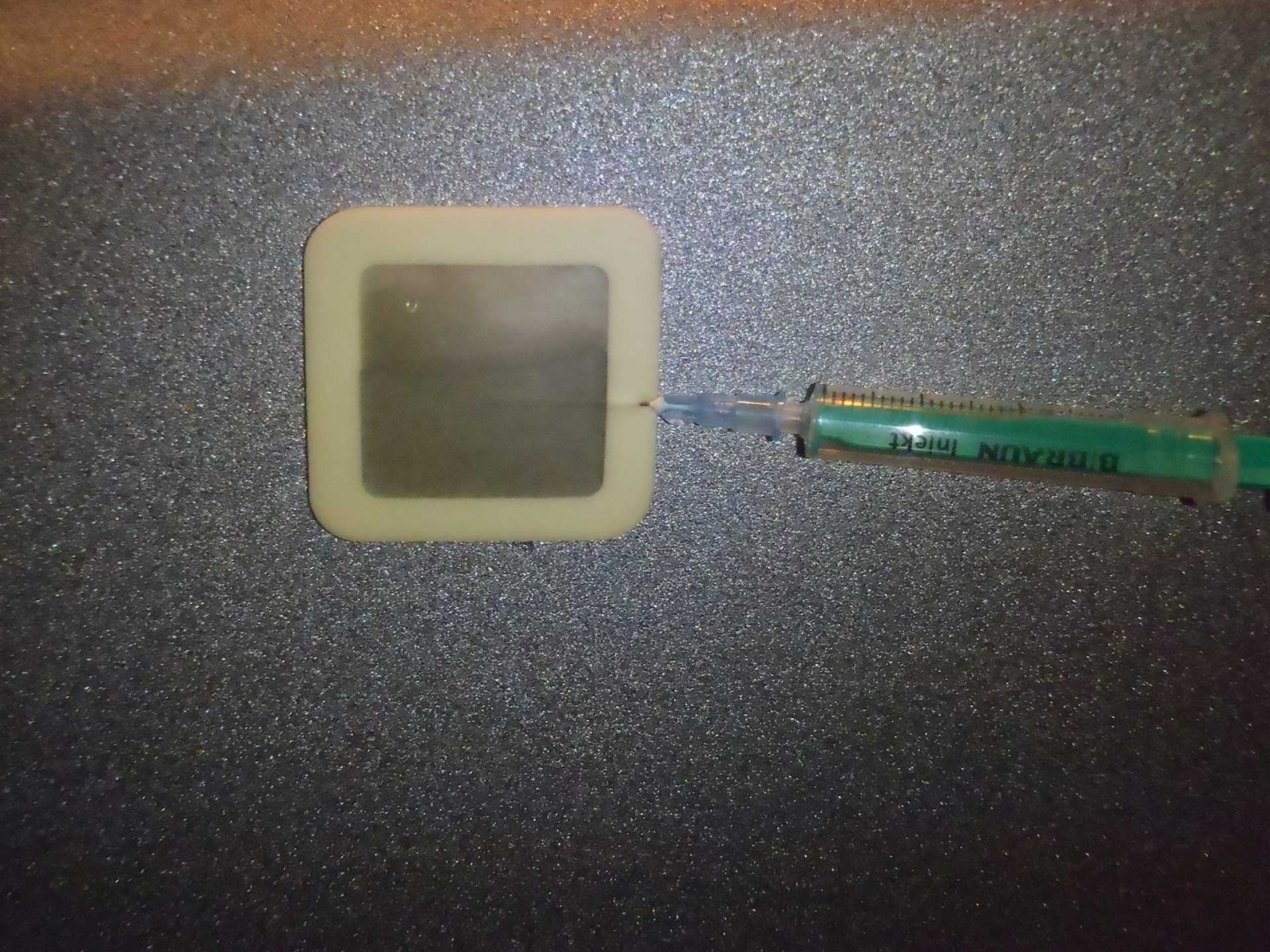
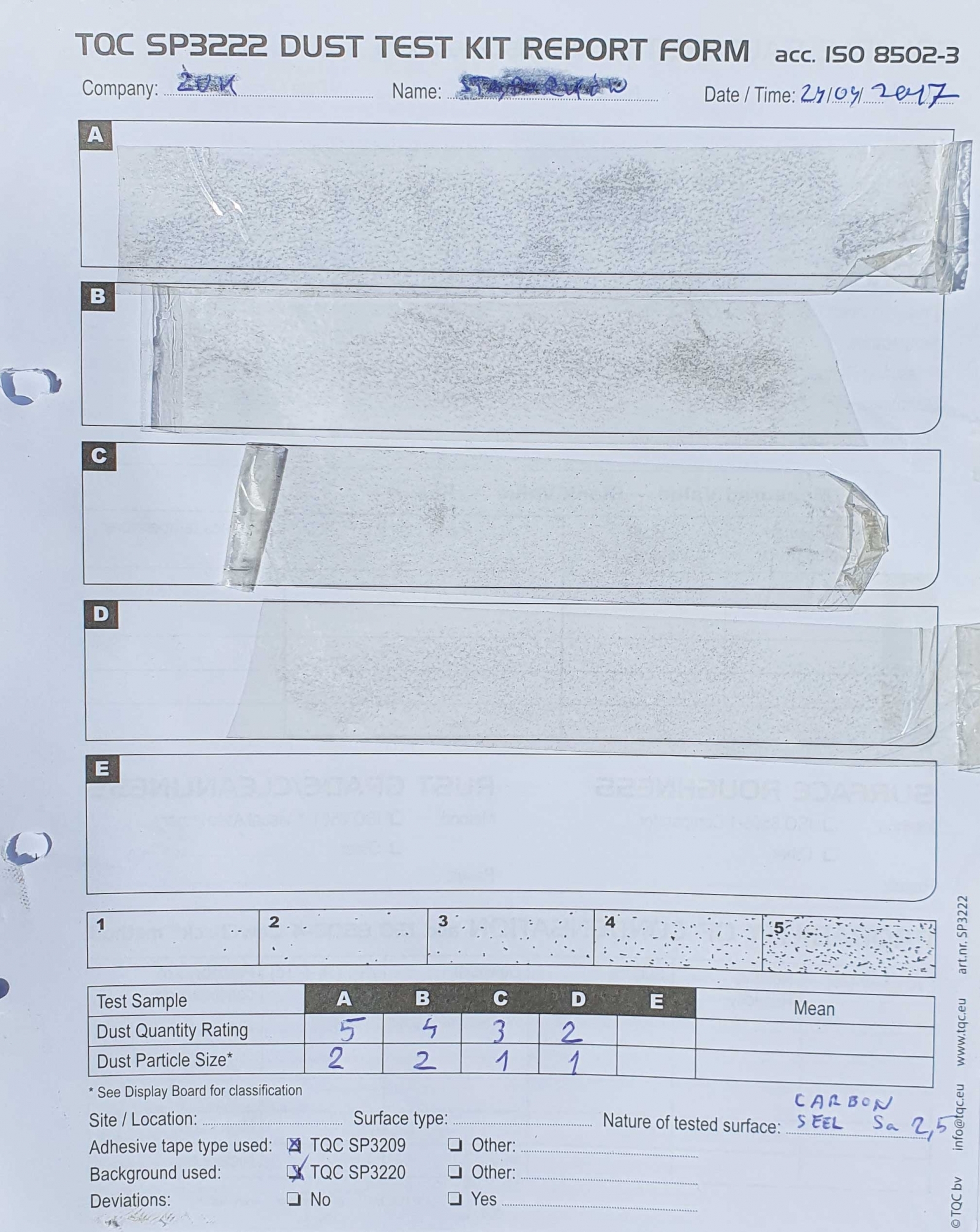
zwraca się też uwagę na inne ważne kryteria, takie jak: obecność soli rozpuszczalnych w wodzie, stopień zapylenia, zaolejenia i zatłuszczenia, przy czym nie podaje się konkretnych wymagań. Wymagania te mogą być branżowe, np. „Wytyczne projektowania, realizacji i utrzymania zabezpieczenia przeciwkorozyjnego elementów stalowych drogowych obiektów inżynierskich” podają maksymalny poziom zanieczyszczeń jonowych (soli rozpuszczalnych w wodzie) 50 mg/m2. Dla środowisk korozyjnych od C1 do C5 oraz dla środowiska CX i wszystkich powierzchni pracujących w zanurzeniu przyjmuje się 20 mg/m2 (fot. 2, 3).
Nieprzestrzeganie opisanych powyżej parametrów dotyczących podłoża może prowadzić do wielu wad, z których najczęściej spotykane opisano poniżej.
Delaminacja powłok od podłoża
Odwarstwienie powłoki malarskiej od podłoża może być spowodowane wieloma czynnikami, takimi jak:
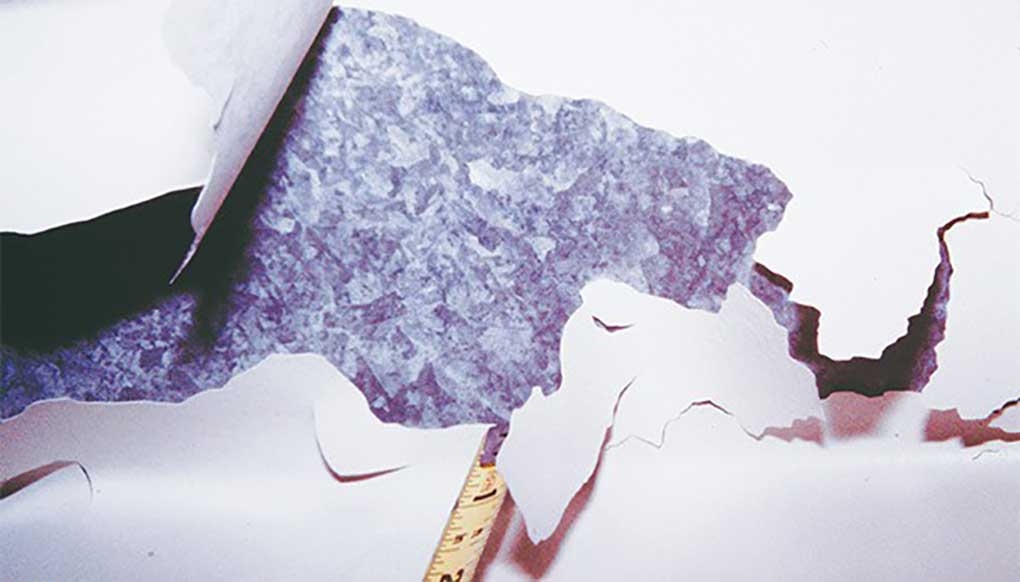
- Niedostateczne oczyszczenie powierzchni z zendry (zgorzeliny walcowniczej) lub produktów korozji (fot. 5).
Tę wadę można dość łatwo rozpoznać, bo na spodzie odwarstwionej powłoki widoczne będą wklejone w nią kawałki zendry lub płatki rdzy. Najłatwiej są one dostrzegalne, jeżeli powłoka gruntująca była jasna, np. jasnoszara lub przynajmniej w widoczny sposób różniła się od koloru wymienionych zanieczyszczeń.
- Kondensacja wilgoci na powierzchni stali może być powodem kilku wad powłoki. Brak przyczepności spowodowany zamalowaniem niewidocznej wilgoci pochodzącej z kondensacji jest wadą, która na ogół dość szybko daje znać o sobie. Ustalenie przyczyny nie jest takie proste, jak w przypadku poprzednio wymienionych. Bywa, że powłoki są pomarszczone lub częściowo pokryte pęcherzami, w których znajduje się woda.
- Zatłuszczenie, zaolejenie powierzchni może mieć kilka przyczyn. Najczęściej oleje i tłuszcze pochodzą z procesów hutniczych i obróbki warsztatowej (chłodziwa, płyny zapobiegające przyklejaniu rozbryzgów spawalniczych itp.) Z tym sobie można poradzić, myjąc lub odtłuszczając elementy przed czyszczeniem zasadniczym. Bywa jednak, że zaolejone jest ścierniwo, szczególnie dotyczy to oczyszczarek przelotowych, lub sprężone powietrze, może zanieczyścić powierzchnię zarówno podczas obróbki strumieniowo-ściernej, jak i późniejszego jej odmuchiwania.
Często też dochodzi do wtórnego zatłuszczenia lub zasolenia powierzchni podczas transportu elementów ze śrutowni do malarni, a nawet na malarni przez dotykanie powierzchni gołymi dłońmi lub brudnymi rękawicami (fot. 7).
- Źle dobrane powłoki do danego podłoża (niekompatybilne powłoki). Farby w systemach malarskich pełnią określoną rolę, do kontaktu z podłożem przewidziane są grunty lub gruntoemalie (DTM). Te farby zawierają pigmenty antykorozyjne i dodatki poprawiające przyczepność do stali, jak i kolejnej warstwy farby. Z tego powodu nie powinno się malować, z pominięciem gruntu, stali farbami nawierzchniowymi. Na inne podłoża, takie jak cynk, aluminium, a nawet słabiej oczyszczoną stal można stosować jedynie farby do tego specjalnie zaprojektowane. Częstym błędem, dającym znać o sobie w stosunkowo krótkim przedziale czasu, jest stosowanie farb alkidowych na blachy ocynkowane (fot. 8).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}