




Strona 5 z 5
Rozpoznanie składników pyłów niepochodzących z rozbijania się śrutów
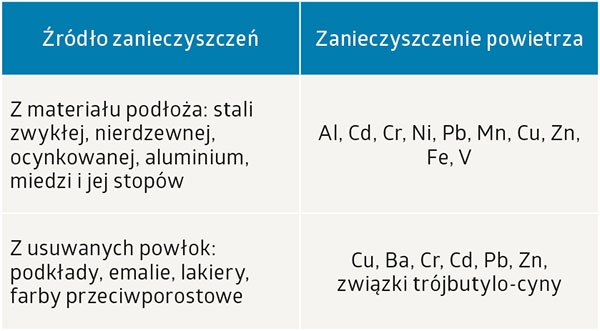
Dodatkowe składniki zanieczyszczeń powietrza podczas obróbki strumieniowo-ściernej na sucho pochodzą nie tylko z rozbitego ścierniwa, ale i z zeskrawanego przez ścierniwo podłoża obrabianego, usuwanej powłoki ochronnej i ponownie używanego ścierniwa oraz zanieczyszczeń pozostałych na powierzchni zanieczyszczeń spawalniczych lub z poprzednich operacji strumieniowo-ściernych.
Wnioski
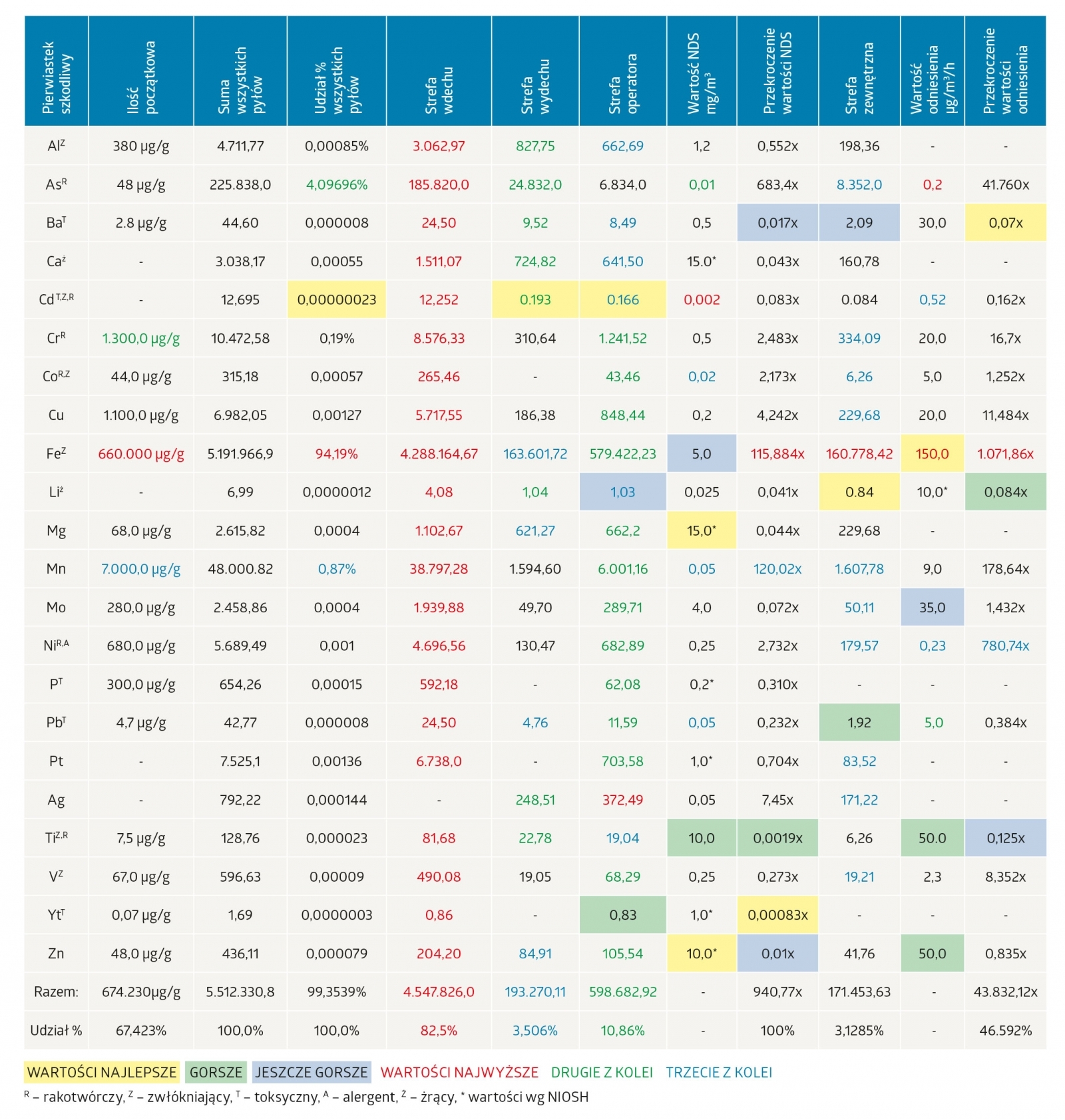
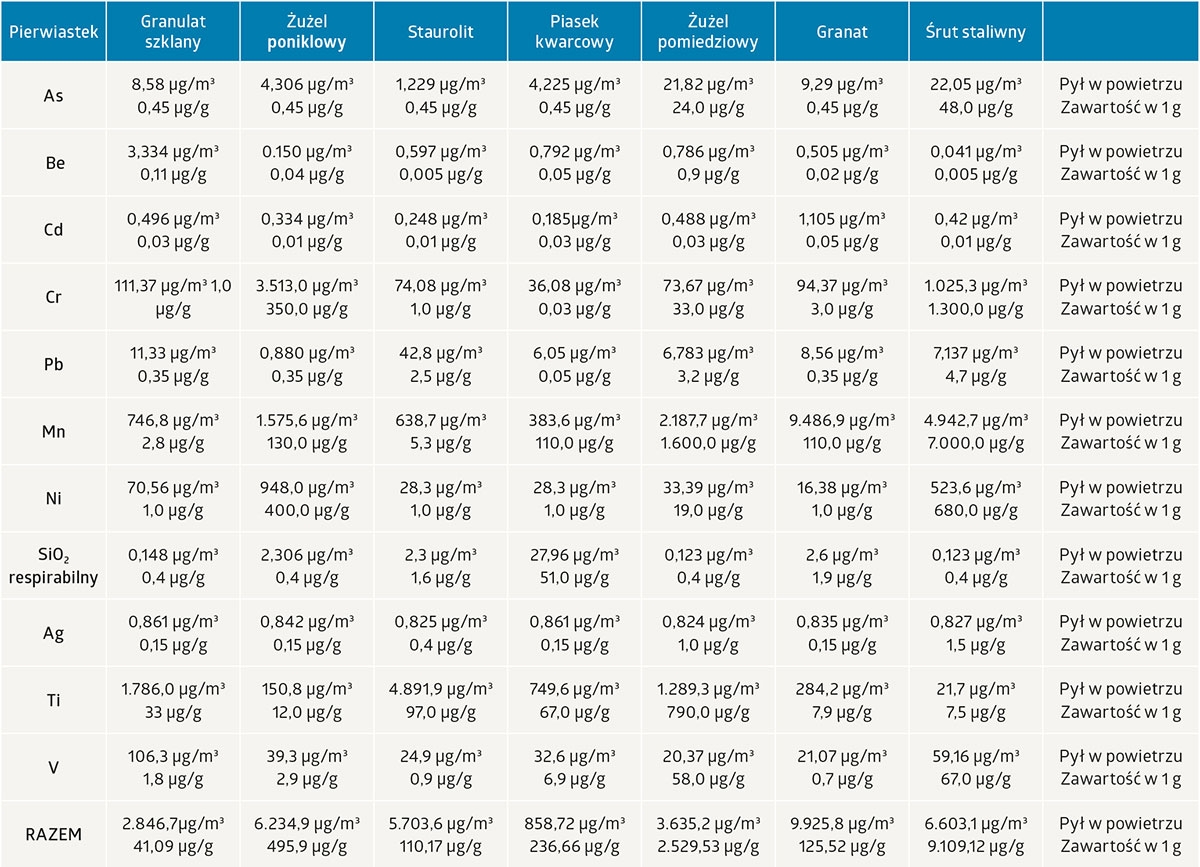
- Śrut stalowy wysokowęglowy zawiera niemierzalne ilości krystalicznej krzemionki, ale dużo większe ilości szkodliwych metali ciężkich od pozostałych ścierniw badanych w postaci metali ciężkich: AsR, MnT, CrZ,R, NiR, A, VZ, PbT, AgA i FeZ i inne w mniejszych ilościach: BaT, CdT, Z, R, CoR,Z, MoT, SeT, PT, AlZ, SiZ, CR,Z, TeT, LiŻ, Caż, MgA. Jednak wyższa trwałość śrutów sprawia, że w rozbitym pyle śrutu tylko arsen jest najliczniej reprezentowany, a chrom i nikiel ustępuje żużlowi poniklowemu, mangan granatowi, wanad granulatowi szklanemu, ołów staurolitowi i granulatowi szklanemu, natomiast żelazo dominuje wśród wszystkich ścierniw.
- Śruty, dzięki swojej znacznie wyższej trwałości, mogą być stosowane w komorach, kabinach i oczyszczarkach wirnikowych, gdzie są praktycznie w całości zużywane. Musi być jednak zachowana wysoka szczelność kombinezonów, hełmów i urządzeń śrutujących.
- Porównując deklarowane zawartości pierwiastków chemicznych przez producentów śrutów i wyliczenia powstałych ilości pyłów z 1 grama każdego z produktów oraz przekroczenia wartości NDS/ wartości odniesienia (WO) przy założeniu, że uzupełniające ilości stanowi żelazo, śrut żeliwny przekroczył wartość 327,6x, 91,04% NDS/9.960,0x, 91,86% WO, śrut wysokowęglowy 354,11x, 98,4% NDS/10.673, 6x WO, stalowy cięty z drutu D 358,65 x, 99,66% NDS /10.717,7 x, 98,85% WO, staliwny G wg KTA Tator 359,86x 100% NDS/10.842,19x 100% WO, niskowęglowy S 395,46 x NDS/10.935,6x WO, chromowo-niklowy Chronital S 904,15x NDS/481.096, 2x WO, cięty z drutu nierdzewnego 1.298,03x NDS/483.015, 4x WO, chromoniklowy Amagrit G 1498,89x NDS/1.200.928, 8x WO.
- Śruty cynkowe lane i cięte z drutu uzyskują przekroczenia NDS ilości pyłów w powietrzu od 200x do 243x NDS. Śruty aluminiowe lane i cięte z drutu uzyskują przekroczenia NDS ilości pyłów w powietrzu od 832x do 931x. Śruty mosiężne i miedziane cięte z drutu uzyskują przekroczenia NDS ilości pyłów w powietrzu 4.962,0x i 5.00,0x. Śruty niklowe zawierają 100% niklu, co daje około 4.000,0x przekroczenie NDS pyłów w powietrzu. Śruty cynkowe lane i cięte z drutu uzyskują przekroczenia wartości odniesienia ilości pyłów w powietrzu od 19,5x do 5,326,0x.
- Śruty aluminiowe lane i cięte z drutu uzyskują przekroczenia wartości odniesienia ilości pyłów w powietrzu od 19.240,0x do 20.000,0x. Śruty mosiężne i miedziane cięte z drutu uzyskują przekroczenia wartości odniesienia ilości pyłów w powietrzu 49.700,0x i 49.955,00x. Śruty niklowe zawierają około 100% niklu, co daje około 4.000.000,0x przekroczenie wartości odniesienia pyłów w powietrzu.
- Śruty staliwne G są o 20% bardziej szkodliwe od śrutów cynkowych, a aluminiowe są 3,82 razy bardziej szkodliwe od śrutów staliwnych G, mosiężne i miedziane ponad 16 razy bardziej szkodliwe dla zdrowie ludzkiego.
- Śruty aluminiowe są mniej szkodliwe dla środowiska naturalnego niż śrut staliwny G badany przez KTA Tator Inc., a śruty cynkowe prawie dwukrotnie bardziej szkodliwe, natomiast mosiężne i miedziane prawie pięciokrotnie bardziej szkodliwe.
- Śrut nierdzewny cięty z drutu ASI 205 ma 12,18 razy wyższe przekroczenie NDS od śrutu G KTA Tator, a ASI 304 powoduje 36,56 razy wyższe przekroczenie wartości odniesienia śrutu G badanego przez KTA Tator Inc. Dowodzi to, że śruty zawierające chrom, a zwłaszcza nikiel, są wielokrotnie bardziej szkodliwe dla zdrowia, szczególnie dla środowiska naturalnego.
- Śruty ostrokrawędziowe G, a zwłaszcza najtwardsze, bardziej pylą niż śruty okrągłe S i cięte z drutu. Mniejszą skłonność do pylenia mają drobniejsze i bardziej miękkie ziarna poruszające się z mniejszą prędkością, uderzające w bardziej miękką powierzchnię z dalszej odległości pod kątem 45-60° i w krótszym czasie.
- Dodatkowymi źródłami pylenia są: pyły komunikacyjne, spalanie węgla w piecach i pyły przemysłowe objęte nazwą „tła” oraz zanieczyszczenia powierzchni przeznaczonych do oczyszczania strumieniowo-ściernego i pochodzące z brudnego śrutu niepoddanego separacji zanieczyszczeń lub wadliwego działania separatora zanieczyszczeń ścierniwa, jak też z zeskrawanego przez strumień ścierniwa materiału podłoża z pozostałości usuwanych farb, z usuniętej rdzy lub zendry hutniczej lub spawalniczej.
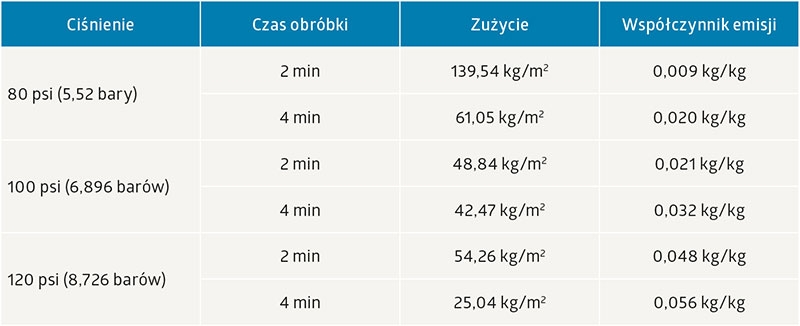
- Wyliczenia w tym artykule dotyczą 1 grama ścierniw, które w praktyce przemysłowej operują znacznie większymi ilościami śrutów. W komorze śrutowniczej pneumatycznej dwustanowiskowej przepływa strumień 750 kg/h, czyli 12,5 kg/min, z czego początkowo 3,92% ziaren rozpada się przy jednokrotnym jego użyciu wg NIOSH, tj. 490 gramów/minutę, a w oczyszczarce wirnikowej z czteroma kołami rzutowymi rozpada się około 50,96 kg/minutę.
- Aby zapewnić stężenia pyłów poniżej wartości NDS pyłu PM 2,5, tj. 5 mg/m3 należy, według zaleceń amerykańskich, zastosować przepływ powietrza o prędkości 61 m/min, a wewnątrz komory wirnikowej 76,2 m/minutę.
- Przekroczenia wartości odniesienia poszczególnych śrutów są na ogół 10 razy większe niż NDS i nie ma sposobu ich ograniczania. Podane wartości pyłów wyliczone są z jednego grama śrutu, a oczyszczarka pneumatyczna zużywa 6250,0 gramów/minutę, jedno koło rzucające śrut o średnicy 450 mm wyrzuca 12 740,0 gramów/minutę. Z doświadczeń wynika, że w pyle PM 10 śrutu staliwnego dominuje C 48,55%, Fe 29,78%, Si 17,965 i Pb 3,61%, zaś w respirabilnym PM 2,5 C 65,85%, Pb 22,09, Fe 7,13%, Si 4,71% i Mn 0,22%.
Marek Marcinkowski














{kind=link}
{kind=link}
{kind=link}
{kind=link}