




Wpływ wielokrotności użycia śrutów na wielkość pylenia
Calboreanu stwierdził zmiany twardości śrutu po 50 cyklach jego używania. Twardość początkowo rośnie (zwłaszcza śrutu miękkiego) i stabilizuje się, a następnie zaczyna spadać po około 1000 cyklach, gdyż metalowa powłoka śrutu ulega zjawisku zmęczenia zewnętrznej jego warstwy po większej liczbie cykli odkształceń. Wellinger i Gommel przeprowadzili natomiast badania deformacji śrutów ciętych z drutu stalowego. Mierzyli zmiany twardości w obszarze obrzeża, a także w rdzeniu cząstek w związku z liczbą cykli uderzeń w powierzchnię. Zauważyli zwiększanie się twardości w obszarze obrzeża wraz ze wzrostem liczby cykli uderzeń w powierzchnię obrabianą, podczas gdy twardość w obszarze rdzenia stale zmniejszała się. Spadek twardości w obszarze rdzenia przyjmuje się jako wynik zmęczenia materiału. Różnica w wartościach twardości między powłoką zewnętrzną i rdzeniem najpierw zwiększa się ze wzrostem liczby cykli, lecz po osiągnięciu poziomu nasycenia po około 500 cyklach następuje fragmentacja cząstek, tak jak śrutów okrągłych.
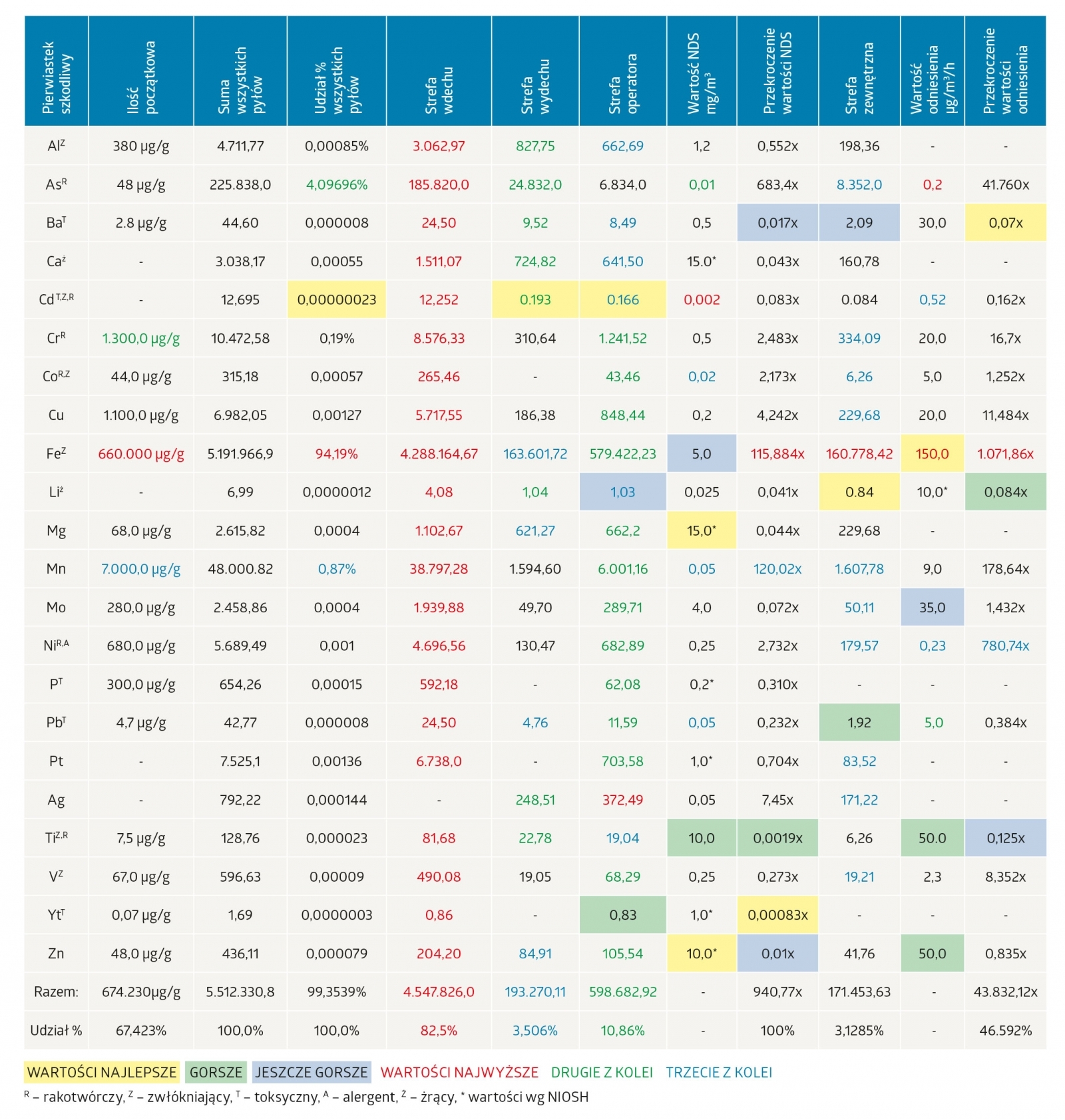
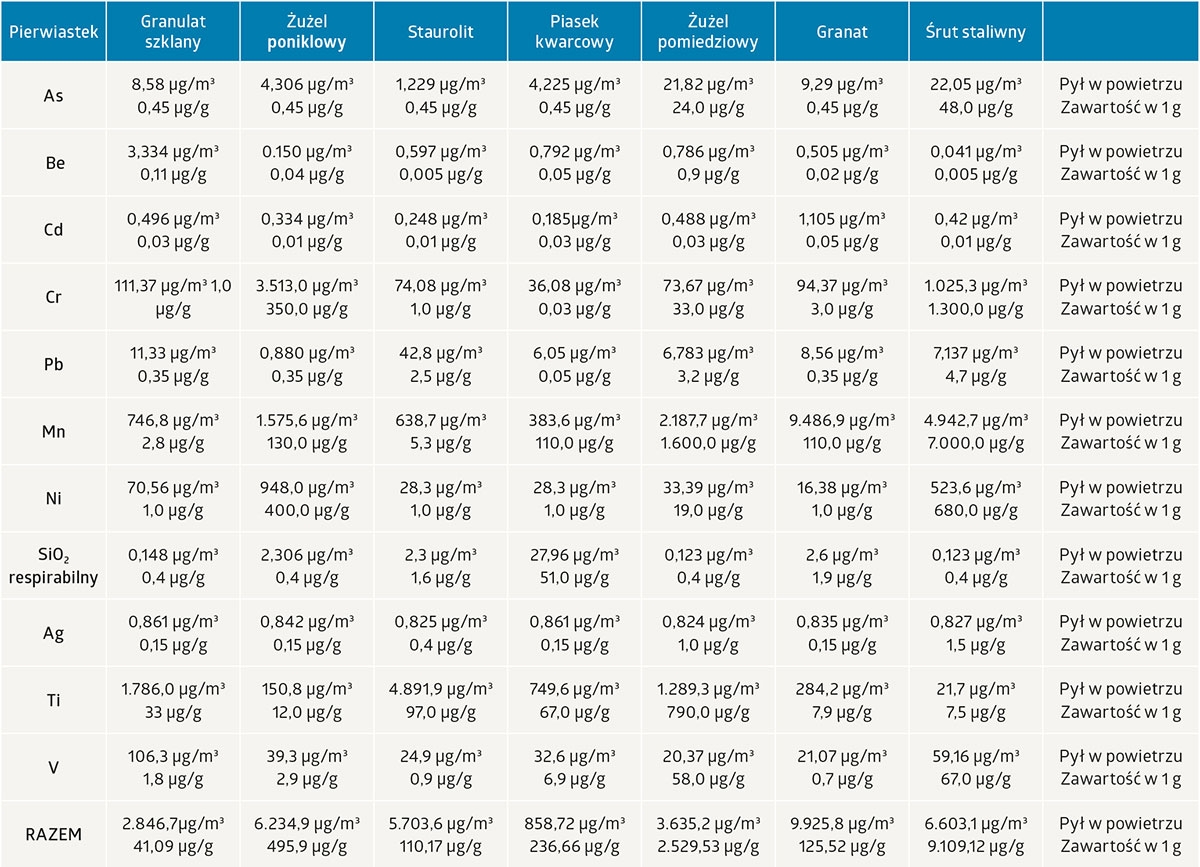
Z zestawienia w tabeli 3 wynika, że śrut staliwny zawiera najwięcej pierwiastków toksycznych w 1 gramie swojej masy, bo aż 9.109,12 µg/g, co stanowi około 9,1% wagowego, żużel pomiedziowy około 2,5%, tj. 3,6 razy mniej, a żużel poniklowy 0,496% czyli 18,4 razy mniej od śrutu. Najmniej pierwiastków toksycznych spośród ścierniw badanych zawiera granulat szklany 0,041%, staurolit 0,11% i garnet 0,125%. Inaczej natomiast uszeregowany jest poziom zapylenia powietrza, gdzie góruje żużel pomiedziowy 9.925,8 µg/m3, śrut zaś wydziela 66,5% pyłów żużla pomiedziowego, ale jest jednak i tak zaskakująco wysoki. Jeśli zestawić krotność przekroczenia NDS przez 1 gram śrutu o 359,86x i wartości odniesienia 10.717,7x ze śrutem nierdzewnym Amagrit G przekraczającym NDS o 1.498,89x (416,5%) i wartość odniesienia o 1.200.928,8x (1.120,0%), to widać, że zagrożenie ze strony takiego śrutu przewyższa wszelkie wyobrażenia.














{kind=link}
{kind=link}
{kind=link}
{kind=link}