




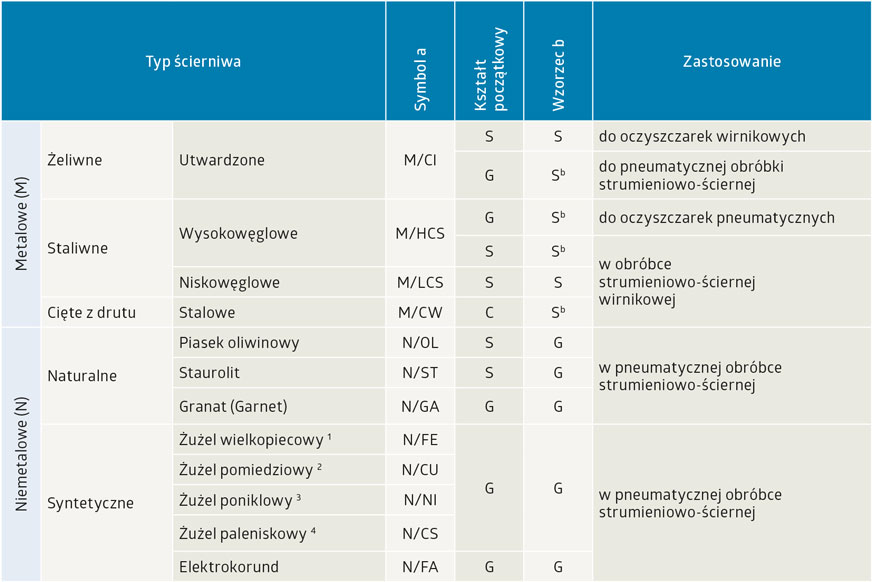
Tabela 3. Ścierniwa powszechnie używane w obróbce strumieniowo-ściernej do przygotowania podłoża stalowego pod powłoki ochronne wg IMP.
a – Wzorzec do oceny profilu powierzchni wg PN ISO 8503-2.
b – Typ ścierniwa (śruty) zmieniający swój kształt z G i C na S.
1 – Żużel wielkopiecowy – krzemian wapnia.
2 – Żużel pomiedziowy – krzemian żelaza.
3 – Żużel poniklowy – krzemian żelaza.
4 – Żużel paleniskowy – Krzemian glinu.
S – Śrut kulisty – okrągły.
G – Śrut ostrokątny – łamany.
C – Cylindryczny – ostrokątny.
Do strumieniowo-ściernego utwardzania powierzchni („kulowania”) używa się śrutów kulistych lub ciętych z drutu stalowego wstępnie zaokrąglanych oraz kulek szklanych i ceramicznych. Do utwardzania betonów i usuwania starych powłok oraz zanieczyszczeń z poziomych i pionowych powierzchni oraz nawierzchni drogowych stosuje się mobilne, bezpyłowe urządzenia śrutujące wirnikowo typu Blastrac. Usuwania powłok lakierniczych z dużej powierzchni najlepiej dokonuje się wodą pod ultrawysokim ciśnieniem UHP (~300 MPa) z wydajnością 6–10 m2/h, a przy zastosowaniu zautomatyzowanych głowic czyszczących (z 6 głowicami czyszczącymi i odsysaniem urobku) do około 300 m2/h.
Według J. Andziaka z IMP w Warszawie, poziom zanieczyszczeń powierzchni jonami rozpuszczalnymi po zmyciu wodą pod ciśnieniem jest pięciokrotnie niższy niż po metodach konwencjonalnych.
Coraz popularniejsze są metody usuwania powłok warstwa po warstwie za pomocą ścierniwa wytworzonego z tworzyw sztucznych o różnej twardości oraz ścierniw naturalnych, typu łupina orzecha, pestki dyni, ziarna zbóż itp. Stosuje się też coraz częściej do precyzyjnych prac na sucho lub mokro kwaśny węglan sodu.
Pewne zastosowanie ma też kosztowna sprzętowo obróbka zestalonym CO2 (suchym lodem) do usuwania nagarów silników, form metalowych i zdegradowanych powłok malarskich w przemyśle lotniczym o wydajności podobno rzędu 9 m2/h i kosztach o ok. 30% niższych od piaskowania.
Ciekawym urządzeniem stosowanym do prac renowacyjnych jest specjalne pneumatyczne urządzenie Sponge-Jet zaliczane do metod bezpyłowych, stosujące ścierniwa metalowe i niemetalowe zatopione w gąbczastej masie tworzywa.
W tabeli 4 zawarte są podstawowe dane o ścierniwach niemetalowych, które mogą ułatwić dóbr ścierniw do zakładanej operacji strumieniowo-ściernego przygotowania powierzchni do nałożenia powłok ochronnych.













