




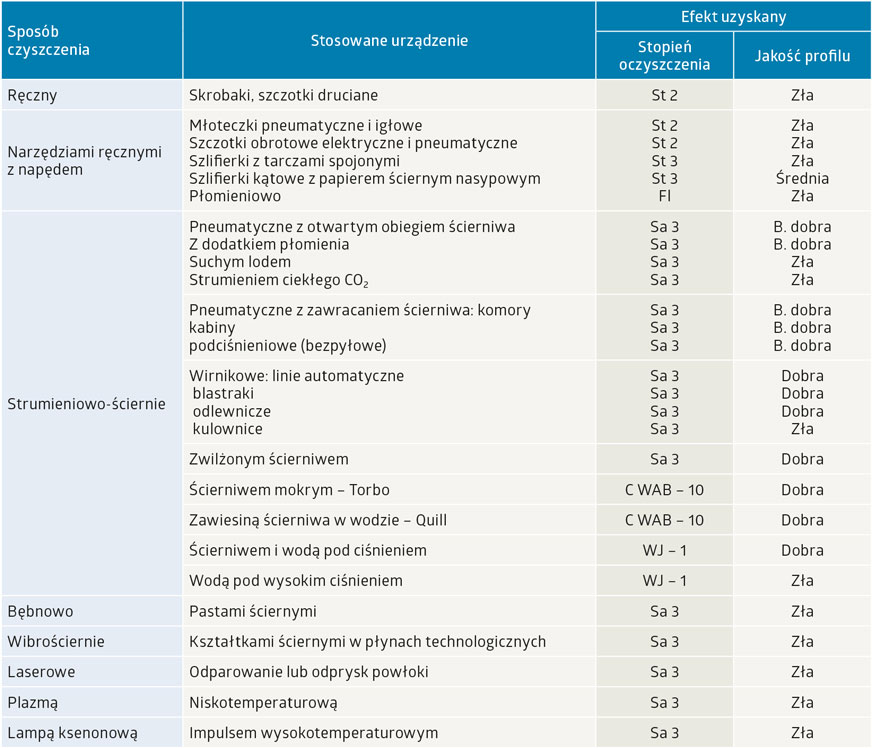
Tabela 2. Zestawienie narzędzi i urządzeń do mechanicznego przygotowania powierzchni przed nakładaniem powłok ochronnych.
Ścierniwa stosowane w obróbce strumieniowo-ściernej
Szeroka gama ścierniw i parametry ich stosowania pozwalają na bardzo precyzyjne dobranie ścierniwa zależnie od obiektu oczyszczanego strumieniowo-ściernie, tj. materiału z którego jest wykonany, kształtu i grubości ścianek, pożądanej chropowatości i oczekiwanego stopnia czystości.
W przemyśle stosuje się najczęściej śruty staliwne kuliste i ostrokrawędziowe. Do oczyszczarek wirnikowych zaleca się śruty staliwne wysokowęglowe, a ostatnio niskowęglowe. Nie niszczą one w tak wysokim stopniu poszczególnych elementów wirników rzucających śrut. Do oczyszczarek komorowych pneumatycznych stosuje się śruty staliwne wysokowęglowe najtwardsze hartowane (~64 HRC). Śruty żeliwne kuliste i ostrokrawędziowe zostały wyparte przez dużo trwalsze staliwne. Wychodzi też z użycia śrut cięty z drutu stalowego, gdyż dla oczyszczarek wirnikowych jest zbyt skrawny w początkowej fazie jego użycia, a przy obróbce pneumatycznej zbyt szybko zaokrągla się, co powoduje obniżenie uzyskiwanej chropowatości i gorszą jego jakość. Śruty chromo-niklowe stosowane są rzadko, nie dorównują walorom elektrokorundu. Stosowanie ich pod powłoki proszkowe nie zadowala użytkowników. Stosowanie zaś śrutów ostrokrawędziowych do obróbki powierzchni ocynkowanych jest niewłaściwe, bo prowadzi do zeskrawania, odspajania, a nawet zniszczenia powłoki.
W kabinach rękawowych i automatycznych stosuje się śruty staliwne ostrokrawędziowe, kulki szklane lub grys szklany, a do odpowiedzialnej produkcji elektrokorund zwykły i szlachetny oraz karborund. W oczyszczarkach pneumatycznych z otwartym obiegiem ścierniwa najczęściej stosowany jest żużel pomiedziowy. Do oczyszczarek bezpyłowych (podciśnieniowych) stosuje się śruty ostrokrawędziowe najtwardsze albo elektrokorund zwykły dla zniwelowania spadku wydajności. W piaskarkach do mokrego piaskowania typu Torbo lub Quill stosuje się piasek kwarcowy lub z lepszym skutkiem granat almandynowy „garnet”. Do piaskowania mokrego urządzeniami wysokociśnieniowymi stosuje się suchy piasek kwarcowy. Piasek rzeczny i żwiry nie są efektywne. Zastosowanie żużla pomiedziowego w tych metodach nie jest właściwe, gdyż przyśpiesza procesy korozyjne mokrej powierzchni oraz wprowadza do wód powierzchniowych toksyczne dla organizmów żywych związki miedzi.













