




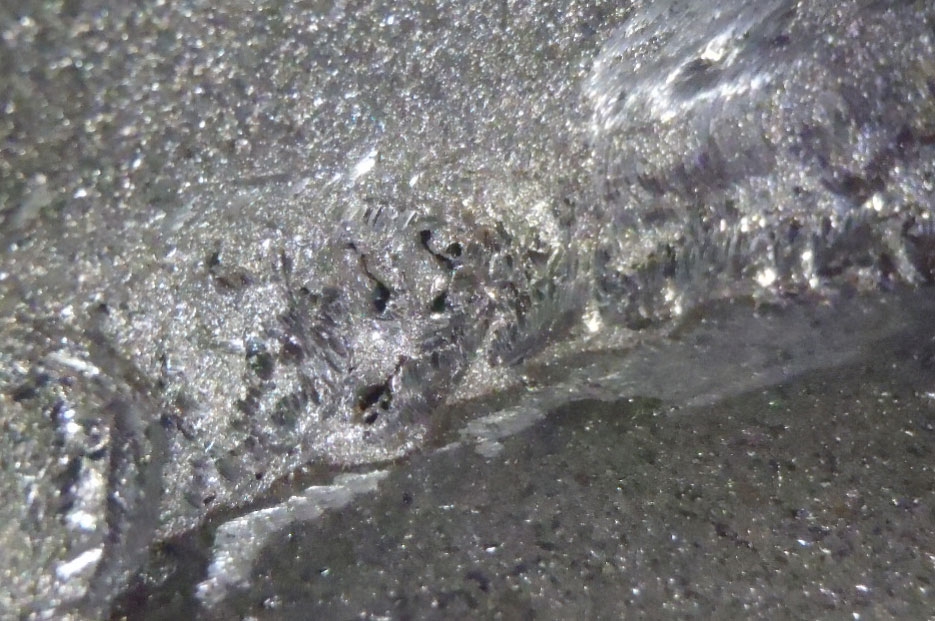
Rozpryski spawalnicze (n.s. 602) są prawdziwą zmorą malarzy.
Dwie podstawowe normy związane z niezgodnościami spawalniczymi to PN-EN ISO 6520-1:2009 (Spawanie i procesy pokrewne -- Klasyfikacja geometrycznych niezgodności spawalniczych w metalach-Część 1: Spawanie) i PN-EN ISO 5817:2014 (Spawanie -- Złącza spawane ze stali, niklu, tytanu i ich stopów [z wyjątkiem spawanych wiązką] – Poziomy jakości według niezgodności spawalniczych).
Według normy PN-EN ISO 6520-1:2009 podstawą numeracji i podziału są następujące grupy niezgodności:
1 – Pęknięcia;
2 – Pustki;
3 – Wtrącenia stałe;
4 – Przyklejenie i brak przetopu;
5 – Niezgodności spawalnicze dotyczące kształtu i wymiarów;
6 – Niezgodności spawalnicze różne.
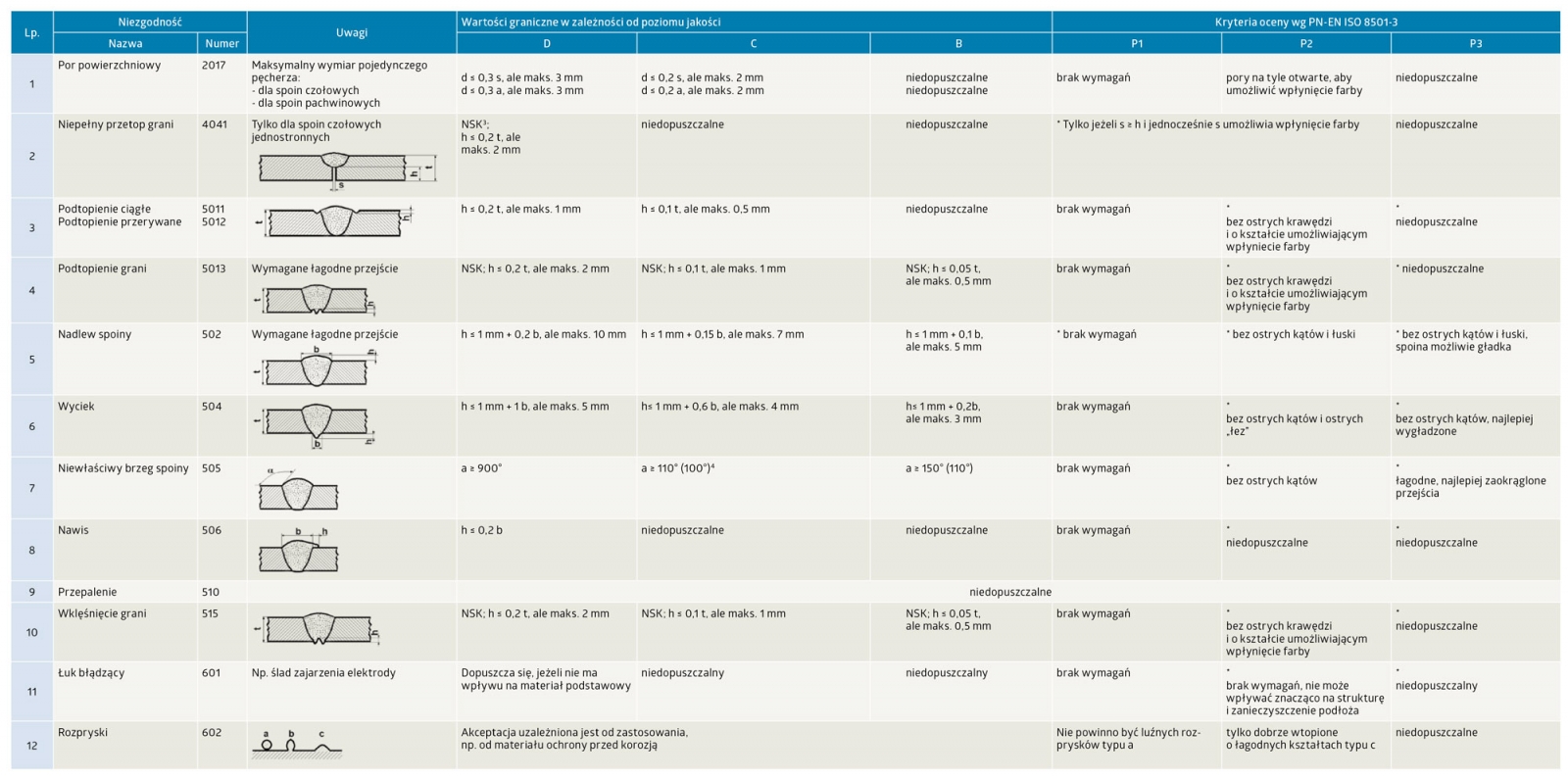
Spróbujmy także prześledzić, które niezgodności lub niedoskonałości połączeń spawanych nie są jednakowo potraktowane w normie PN-EN ISO 8501-3:2008 i w normie PN-EN ISO 5817:2014. W tabeli zestawiono tylko te niezgodności, które dotyczą materiału podstawowego o grubości nie mniejszej niż 3 mm. W normach spawalniczych, z oczywistych względów, jest znacznie więcej niezgodności niż w normie PN-EN ISO 8501-3, dlatego wszystkie takie niezgodności, które nie pokrywają się w obu normach i są moją próbą adaptacji do normy PN-EN ISO 8501-3 oznaczyłem gwiazdką (*).
Michał Jaczewski
michal.jaczewski@tikkurila.com














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}