




Obróbka strumieniowo-ścierna z użyciem turbin mechanicznych
Współczesny przemysł wymaga skutecznych, wydajnych i powtarzalnych metod przygotowania powierzchni. Jedną z najczęściej stosowanych technologii w tym zakresie jest obróbka strumieniowo-ścierna. W szczególności na uwagę zasługuje jej odmiana z wykorzystaniem turbin wirnikowych, która dzięki swojej efektywności oraz możliwości automatyzacji znajduje szerokie zastosowanie w wielu gałęziach przemysłu.
Obróbka strumieniowo-ścierna – co to?
Obróbka strumieniowo-ścierna, ogólnie nazywana śrutowaniem, polega na nadaniu energii kinetycznej ziarnom ścierniwa, które po uderzeniu w powierzchnię oczyszczają ją do wymaganej klasy czystości i nadają jej wymaganą chropowatość.
Zasada działania oczyszczania turbinowego
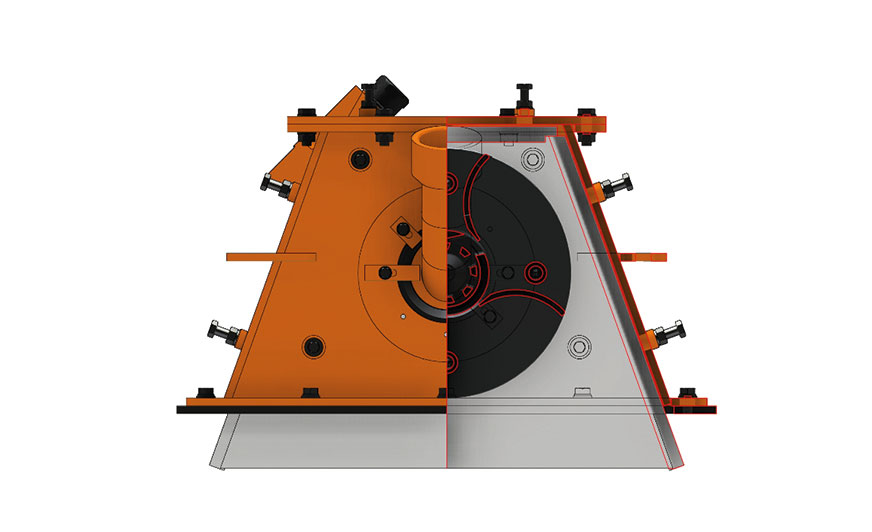
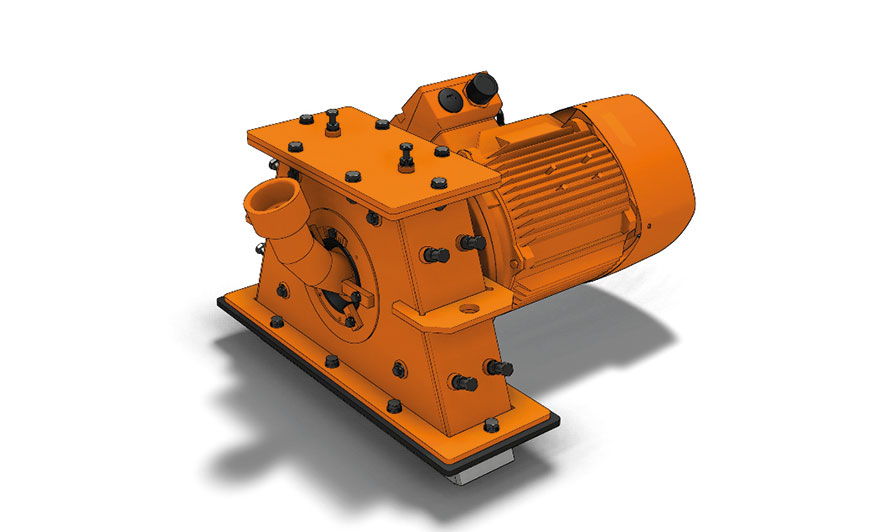
W technologii turbinowego oczyszczania powierzchni nadanie prędkości roboczej ścierniwu realizowane jest poprzez wirujący dysk napędzany silnikiem elektrycznym.
Wartość uzyskiwanej prędkości wylotowej nadanej poszczególnym ziarnom ścierniwa zależna jest od prędkości obrotowej dysku, średnicy dysku i czasu kontaktu ziarna z powierzchnią przekazującą energię – łopatką w dysku. Nowoczesne turbiny S-Blaster, które są standardowym wyposażeniem oczyszczarek produkcji POLTECH Engineering, są gwarancją:
- wydajności procesu śrutowania,
- powtarzalności wymaganych paramentów powierzchni,
- możliwości regulacji energii śrutowania w szerokim zakresie,
- niskich kosztów eksploatacyjnych wynikających z dużej trwałości turbin,
- możliwości stosowania mieszanek ścierniw sferycznych i ostrokrawędziowych,
- redukcji hałasu i wibracji.
Najistotniejszą różnicą pomiędzy obróbką strumieniowo-ścierną metodą turbinową a metodą pneumatyczną, która wykorzystuje energię sprężonego powietrza do nadania prędkości roboczej ścierniwu, jest sześciokrotna redukcjA kosztów przygotowania metra kwadratowego powierzchni obrabianego detalu.
Podstawowe założenia procesu śrutowania a zastosowanie obróbki:
- usuwanie rdzy i zendry hutniczej – przedprocesowa obróbka blach w arkuszach handlowych kształtowników hutniczych i rur,
- śrutowanie do uzyskania wymaganej klasy czystości i stopnia chropowatości – przygotowanie wyrobów do kolejnych procesów zabezpieczania powierzchni,
- szorstkowanie powierzchni – obróbka powierzchni ocynkowanych mająca na celu odgazowanie ocynku, uzyskanie wymaganej chropowatości powierzchni i usunięcie tak zwanej białej rdzy, czyli utlenionego ocynku,
- kulowanie – umacnianie powierzchni powstałej w wyniku zgniotu zewnętrznej warstwy materiału obrabianych detali,
- usuwanie starej powłoki lakierniczej – przygotowanie powierzchni do odnowienia powłok dekoracyjno-ochronnych.
Wszystkie procesy śrutowania POLTECH Engineering może dostarczyć z technologią PantaTec, która pozwala na odtłuszczanie powierzchni obrabianych detali w procesie śrutowania. Technologia ta, zwana suchym myciem, pozwala na znaczną redukcję kosztów odtłuszczenia powierzchni i wyeliminowanie energochłonnych i uciążliwych dla środowiska procesów mycia chemicznego oraz suszenia detali.
- Załadunek detali – przenośniki rolkowe, przenośniki podwieszone, przenośniki podwieszone obrotowe, przenośniki siatkowe.
- Obróbka w komorze turbinowej – powierzchnie detali transportowanych przez komorę są oczyszczane ścierniwem narzucanym przez turbiny.
- Odzysk i recyrkulacja ścierniwa – ścierniwo wraz z zanieczyszczeniami trafia na układ separacji, gdzie jest oczyszczone i trafia do ponownego użycia.
- Odpylanie – zaawansowane systemy odmuchowe oczyszczają detale, a układ filtrowentylacji eliminuje pyły z obiegu powietrza.
- Rozładunek i dalsza obróbka – wyczyszczone elementy są gotowe do kolejnych etapów produkcji.













