



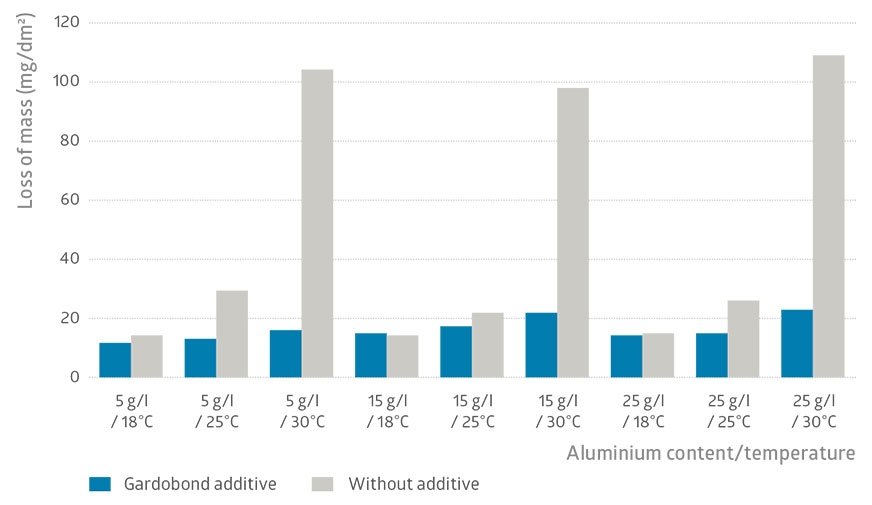
Możliwości polepszenia jakości powłoki anodowej z i bez użycia dodatków na przykładzie pomiaru ubytku masy, zgodnie z normą ISO 3210.
Grubość (µm) = 0,3 × gęstość prądu [A/dm2] × czas [min]
Przy standardowej gęstości prądu 1,5 A/dm2 rzeczywiste wielkości są następujące:
10 mikronów powłoki anodowej = ok. 18 min
20 mikronów = ok. 40 min.
Zatem widać wyraźnie, jaki wpływ ma gęstość prądu na poprawę wydajności (poprzez redukcję potrzebnego czasu).
Dodatkowy efekt to dłuższa żywotność kąpieli do anodowania. Zwiększenie tolerancji na rozpuszczone aluminium w kąpieli anodowej oznacza, że musi być ona wymieniana znacznie rzadziej, co prowadzi do zmniejszenia objętości kwaśnych ścieków oraz ilości świeżej wody dodawanej do procesu. Możliwe jest także mniejsze zużycie kwasu siarkowego, co zredukuje ogólną ilość ścieków, jako że ilość kwasu wynoszonego do płuczek również się zmniejszy.
Prowadzenie procesu anodowania w wyższych temperaturach powoduje rozpuszczanie się większej powierzchni powłoki na skutek trawienia kwasem, czego konsekwencją jest zwiększona średnica porów anodowych. Zmniejsza się gęstość powłoki anodowej, co pogarsza ogólną jakość powłoki. Ma to negatywny wpływ na szczelność oraz odporność powłoki na ścieranie i korozję.
Zastosowanie odpowiednich dodatków może zapobiec pojawieniu się wspomnianych niepożądanych skutków. Ilustracja 1 pokazuje strukturę powierzchni przy różnych temperaturach i różnej zawartości glinu w kąpieli. Zastosowanie innowacyjnych dodatków powoduje, że pory w materiale mają ten sam rozmiar w 25°C, co w kąpieli bez dodatków przy temperaturze 19°C.
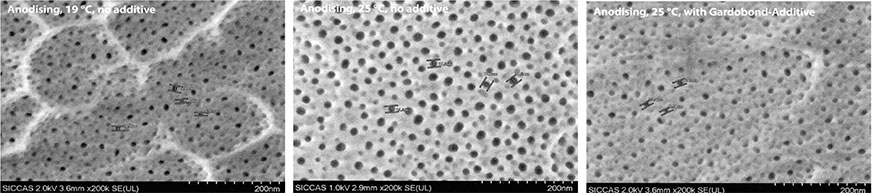
Pomimo wyższej temperatury anodowania zastosowanie dodatku GBA H7526 daje w efekcie taką samą strukturę/jakość powierzchni (dół), jak przy standardowych parametrach (góra), wobec gorszej jakości powierzchni przy wysokiej temperaturze anodowania bez użycia dodatku (środek).
W efekcie dodatek do kąpieli może przynieść znaczną poprawę jakości powłoki. Ilustracja 2 przedstawia możliwości poprawienia jakości powłoki anodowej, na przykładzie pomiaru ubytku masy, zgodnie z normą ISO 3210, przy procesie anodowania z zastosowaniem dodatków oraz bez ich użycia.
Anodowanie przy użyciu procesu opracowanego przez Chemetall jest nie tylko bardziej wydajne, ale również poprawia właściwości i walory samego aluminium.













