



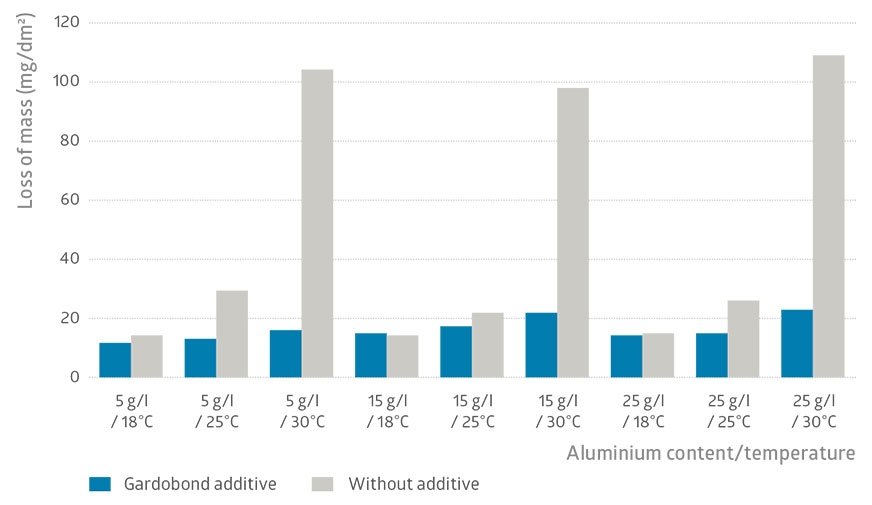
Możliwości polepszenia jakości powłoki anodowej z i bez użycia dodatków na przykładzie pomiaru ubytku masy, zgodnie z normą ISO 3210.
Chemetall ulepszył proces obróbki aluminium, uzyskując poprawę wydajności i właściwości powłoki anodowej
Wnikliwa analiza „standardowych” procesów anodowania aluminium pozwala na znalezienie nowych metod zredukowania kosztów procesu przy jednoczesnym utrzymaniu takiego samego poziomu jakości. W szczególności dąży się do skrócenia czasów operacji anodowania oraz uszczelniania.
Aluminium znajduje zastosowanie w wielu gałęziach przemysłu, poczynając od branży budowlanej, kończąc na segmencie automotive. Pomimo że proces anodowania jest stosowany od wielu lat i wydaje się, że jest bardzo dobrze znany, innowacje są wciąż możliwe. Wzrost konkurencyjności na rynku popycha firmy w kierunku rozglądania się za nowymi pomysłami na innowacyjne oraz bardziej oszczędne procesy. Próba przedstawienia poprawek w dobrze ustabilizowanych procedurach przemysłowych na pierwszy rzut oka może wydawać się niepotrzebna, aczkolwiek głębsza analiza i kalkulacja poszczególnych etapów w każdym z procesów może pomóc zidentyfikować szanse nie tylko na redukcję kosztów, ale także na zwiększenie produktywności.
Proces anodowania jest dobrym przykładem, jak to może zostać osiągnięte. Pojęcie poprawy nie dotyczy jedynie samej poprawy wyglądu powierzchni aluminium. Powłoka anodowa, otrzymywana w standardowym procesie, wytwarza zarówno estetyczną powierzchnię, jak również zapewnia długoterminową ochronę. Około jednej trzeciej grubości powłoki jest formowana na powierzchni aluminium, natomiast dwie trzecie penetruje metal w głąb. Ponieważ anodowane aluminium jest łatwe do przetwarzania, posiadając jednocześnie wiele innych znakomitych właściwości, jest wysoce wszechstronnym materiałem i nadaje się do różnych zastosowań.
Indywidualne decyzje dla każdego przypadku
Ponowna analiza dotychczas stosowanych i wykorzystywanych w przemyśle etapów procesu anodowania była warta zachodu. Modyfikacje procesu udowodniły w praktyce, że są bardzo dobrą alternatywą. Ten artykuł rzuca nieco światła na szansę udoskonalenia procesu anodowania. Przykłady przeanalizowane przez klientów na całym świecie potwierdziły w praktyce zalety innowacji. Jednakże wybór właściwego procesu dla danej aplikacji musi być oparty o pewną bazę, ponieważ to indywidualne testy weryfikują w pierwszej chwili to, czy wybrany proces jest odpowiedni. Nacisk przede wszystkim kładziony jest na oszczędności energetyczne procesu, przy jednoczesnym wzroście wydajności poprzez skrócenie czasu wytworzenia i uszczelniania powłoki anodowej.
Polepszenie wydajności kosztem jakości
Przez lata wiele firm zajmujących się anodowaniem próbowało zwiększyć produktywność poprzez zwiększenie ogólnej liczby komponentów przetwarzanych każdego dnia. Często próbuje się zwiększyć liczbę detali na zawieszce, bez jednoczesnej zmiany innych, ważnych czynników, takich jak choćby system chłodzenia. Jednakże zwiększenie wielkości wsadu prowadzi do zmniejszenia gęstości prądu, który odgrywa kluczową rolę w tworzeniu wysokiej jakości powłok anodowych. Czynniki, które najbardziej wpływają na jakość wytwarzanych powłok, produktywność i jednostkowy koszt, to: temperatura procesu, gęstość i napięcie prądu.
Uogólniając, wyższa temperatura prowadzi do wytworzenia powłoki anodowej o większej średnicy porów i w efekcie bardziej miękkiej. Ten sam efekt może być spowodowany poprzez mniejszą gęstość prądu, większe napięcie lub zbyt wysokie stężenie kwasu. Powłoki anodowe o zwiększonej średnicy porów są łatwiejsze do barwienia, jednak w wielu przypadkach są trudniejsze do uszczelnienia i posiadają gorsze właściwości antykorozyjne. Są również mniej sprężyste ze względu na to, że powłoka anodowa jest zbyt miękka. W odwrotnym kierunku sprawa wygląda analogicznie. Przy niższych temperaturach i/lub przy wyższej gęstości prądu i niższym napięciu powłoka często posiada mniejsze pory, które oznaczają lepszą jakość i lepszą odporność.













