



![Fotografia 1. Praca hybrydowego urządzenia czyszczącego z dyszą suchego lodu (A), laserem diodowym (B) i kamerą termowizyjną (C), a urządzenie badawcze (po prawej), dodatkowo skaner (D) i aparat termograficzny (E) [9].](https://www.lakiernictwo.net/img/artykuly/2167_hybrydowa-obrobka_1.jpg)
Fotografia 1. Praca hybrydowego urządzenia czyszczącego z dyszą suchego lodu (A), laserem diodowym (B) i kamerą termowizyjną (C), a urządzenie badawcze (po prawej), dodatkowo skaner (D) i aparat termograficzny (E) [9].
O synergicznym efekcie łączenia ablacji laserowej powierzchni powiązanej z obróbką suchym lodem.
Oba wymienione procesy obróbki strumieniowo-ściernej powierzchni, to jest suchym lodem, opisany w numerze 5/2012 „Lakiernictwa Przemysłowego” i laserami (2/2016), są zaliczane do ekologicznych, gdyż nie pozostawiają uciążliwego dla środowiska odpadu ścierniwa i nie zanieczyszczają powietrza zawiesiną szkodliwych pyłów respirabilnych (krystalicznej krzemionki, toksycznych i rakotwórczych). Są one jednak procesami mało wydajnymi. Zespół naukowców w Technical University w Berlinie i w Institute for Machine Tools and Factory Management (Niemcy), skupionych wokół prof. dr. Eckarta Uhlmanna, zaproponował połączenie tych procesów, osiągając efekt przyspieszenia procesu czyszczenia powierzchni i usuwania powłok ochronnych.
Procesy czyszczenia powierzchni są potrzebne w różnych fazach cyklu życia produktów technicznych. Są one ważne dla elementów maszyn w procesie ich produkcji i konserwacji oraz w trakcie użytkowania, jak również w ich recyklingu i regeneracji. Czyszczenie powierzchni jest niezbędnym procesem zapewniającym niezawodność obróbki wstępnej i procesu powlekania. Brakuje wiedzy o zanieczyszczeniach, jak również ich usuwaniu, do czego potrzebne są bardzo elastyczne procesy usuwania zużytych powłok na produktach. Zwykle procesy czyszczenia są oparte na konwencjonalnych metodach obciążających środowisko. Czyszczenie suchym lodem i obróbka laserowa to dwie alternatywy z różnymi zaletami. Suchy lód może być stosowany do rozwarstwienia, czyszczenia i wstępnej obróbki, podczas gdy obróbka laserowa usuwa powłoki lub zanieczyszczenia i przygotowuje powierzchnię części do ewentualnego odzysku, w odniesieniu do silnie przylegających lub twardych zanieczyszczeń oraz powłok ochronnych i mających ograniczenia technologiczne oraz ekonomiczne. Wrażliwe materiały podłoża mogą być uszkadzane. Hybrydowe połączenie obu technologii oferuje różne strategie obróbki powierzchni: laser może być stosowany zarówno jako źródło energii do intensyfikacji mechanizmu cieplnego oczyszczania, a suchy lód może być końcowym procesem oczyszczania. W odniesieniu do szybkości usuwania powłok i zanieczyszczeń w postaci hybrydowej pokazuje znaczną poprawę w stosunku do technologii autonomicznych [1]*.
Czyszczenie suchym lodem jest procesem strumieniowo-ściernym, który wykorzystuje granulki stałego dwutlenku węgla jako ścierniwa. Granulki suchego lodu są wyprowadzane do strumienia sprężonego powietrza. Strumień ten przyspiesza jego cząstki w dyszy ku obrabianemu detalowi. Obróbka laserowa może być stosowana zarówno wiązką skoncentrowaną lub nieskoncentrowaną. Konwencjonalny laser skupiony może służyć jako ostatni etap oczyszczania, a gdy laser jest zdekoncentrowany, zwiększa się efekt cieplny suchego lodu na ogrzanej powierzchni przedmiotu. W przeciwieństwie do konwencjonalnych technologii suchego lodu, obróbka laserowa nie generuje żadnych płynnych lub stałych odpadów, oprócz usuniętych zanieczyszczeń lub powłok [3].
W odniesieniu do szczególnych przypadków zastosowań, z ekonomicznego punktu widzenia technologia ma jednak swoje ograniczenia. Celem hybrydowej obróbki strumieniowo-ściernej suchego lodu i lasera jest zwiększenie efektywności czyszczenia i usuwania powłok z danego obszaru. Połączenie obu technologii zmniejsza swoje ograniczenia ekonomiczne i technologiczne. Z tej standardowej kombinacji substrat lakieru, parametry procesu każdej autonomicznej technologii muszą być zoptymalizowane. Wyniki tych badań zostały porównane z wynikami eksperymentów hybrydowych [1].
Czyszczenie suchym lodem
Czyszczenie suchym lodem oparte jest na działaniu mechanicznym spowodowanym wpływem suchych granulek lodu, mechanizmie termicznym ze względu na lokalne ochłodzenia w punkcie uderzenia i dodatkowo wzrostu z powodu częściowej sublimacji osadu [4]. Ze względu na to, elastyczność powłoki oraz skurczy, przyczepność powłok jest tracona, różne współczynniki rozszerzalności cieplnej podłoża i powłoki powodują pęknięcia powłoki. Energia kinetyczna cząsteczek i strumień powietrza przyczyniają się do usunięcia popękanych powłok. Sublimacja suchego lodu powoduje nagłe zwiększenie objętości CO2 aż 700-krotnie, wspomaga ona proces odrywania i usuwania popękanych powłok [5]. Gdy energia przyczepności powłoki jest przekroczona, to łączny wpływ termomechanicznej obróbki powoduje usuwanie spiekanych powłok [3].
Zestalony dwutlenek węgla jest przekształcony z ciekłego dwutlenku węgla, przechowywany w zbiornikach w temperaturze -20°C pod ciśnieniem 20 barów lub w +20°C pod ciśnieniem 57 barów [6]. Gdy CO2 szybko rozszerza się do ciśnienia atmosferycznego, schładza się on do -78,5°C, zgodnie z efektem Joule’a-Thomsona i generuje się on w postaci suchego śniegu [7, 8]. Tłoki hydrauliczne naciskają na dwutlenek węgla w postaci śniegu i przepychają go przez stożkowe otwory formy tworząc cylindryczne granulki suchego lodu. Parametry suchego lodu (gęstość, twardość, kształt) kształtują się pod wpływem warunków ich wytwarzania (zależnie od stopnia zagęszczenia) [1].
Podstawową zaletą tej technologii jest to, że nie pozostawia żadnej pozostałości na powierzchni na skutek sublimacji suchego lodu, podczas gdy inne procesy oczyszczania generują odpady, które wymagają utylizacji i zwiększają koszty usuwania powłok i zanieczyszczeń. Brak dodatkowo ścierniw pozostających w strukturach obrabianego przedmiotu (na przykład otwory i zagłębienia), to kolejna zaleta [3]. Nie jest także potrzebny specjalny sprzęt do czyszczenia powietrza z powodu toksyczności dwutlenku węgla. Usunięte cząstki pozostałości zdegradowanych powłok mogą być odsączone. Brak też własności korozyjnych i ściernych podłoża po obróbce. Czyszczenie suchym lodem pozwala na elastyczne miękkie rozwarstwienie i czyszczenie nawet wrażliwych i uporządkowanych powierzchni, np. laminatów. Zanieczyszczenia i powłoki ochronne (na przykład farby z elementów metalowych) mogą być usunięte przez suchy lód. Jednak silnie przylegające lub twarde zanieczyszczenia i powłoki ochronne lub funkcjonalne są trudne do usunięcia. Całkowite usunięcie rdzy suchym lodem jest niemożliwe. Pomimo zalet obróbki strumieniowej suchym lodem istnieją także wady. Zestalony dwutlenek węgla stosowany do piaskowania sublimuje i musi być odsysany do maksymalnego dozwolonego stężenia w miejscu pracy gazowego dwutlenku węgla [6]. Uwolniony dwutlenek węgla jest chemicznym produktem ubocznym różnych procesów syntezy chemicznej w przemyśle (na przykład do syntezy amoniaku sposobem według Habera-Boscha oraz syntezy wodoru i etanolu) [7], nie przyczynia się jednak do powstawania efektu cieplarnianego. Lecz operator oczyszczarki musi zdawać sobie sprawę z zagrożenia ze względu na niskie temperatury i musi wykonywać specjalne instrukcje bezpieczeństwa. Inną wadą jest wysoki poziom ciśnienia akustycznego do 125 dB (A) ze względu na wysokie ciśnienie obróbki strumieniowej. Aby zmaksymalizować wpływ mechaniczny granulek, prędkość strumienia powietrza w dyszy jest przyspieszana, a moc krusząca jest zwiększona przez wzrost ciśnienia strumienia. Operator musi nosić odpowiednią ochronę słuchu [1].
Obróbka laserowa
Obróbka laserowa jest dziedziną mającą coraz większe znaczenie w ostatnich latach. Wiązka laserowa skupia się przez soczewkę zatężającą energię lasera naciskiem kilku mikronów i określającą wiązki laserowej, np. ogniskową. Zwykle system skanera składa się z dwóch obrotowych luster umożliwiających obróbkę o wyrównanym poziomie odległości ogniskowej (ostrość). Aby maszyna nadawała kształt 3D, potrzeba dodatkowego systemu pozycjonowania lub systemu skanera. Dzięki tej aplikacji następuje koncentracja lasera na powierzchni oczyszczanej, konstruowanej lub zmodyfikowanej elastycznie i precyzyjnie przez obróbkę laserową z powodu specyficznych parametrów. Kontrolowanie energii umożliwia topnienie lub sublimację powierzchni materiału, w zależności od składu i grubości zanieczyszczeń lub powłoki, jak również od parametrów procesu obróbki [1].
Kolejne obszary zastosowań to usuwanie farby z elementów metalowych [10], usuwanie zendry po spawaniu [11], a także czyszczenie wagonów kolejowych i pomników. Czyszczenie i usuwanie powłok przez obróbkę laserową oferuje znaczące zalety. Łączy siły za darmo i przetwarza z wysoką dokładnością i niskim oddziaływaniem termicznym oraz mechanicznym, które mogą być stosowane na wrażliwe powierzchnie. Selektywne czyszczenie na głębokość usuwania spójnego materiału jest łatwe do kontrolowania. W związku z tym możliwy jest wysoki stopień automatyzacji, zwłaszcza że jest możliwa ciągła kontrola procesu. Usunięcie grubych zanieczyszczeń i powłok jest ograniczane ekonomicznie, czasami nawet technologicznie. Przy bardziej ściernych parametrach obróbki laserowej jest większe jest ryzyko uszkodzenia powierzchni podłoża pod powłoką lub zanieczyszczenia. Do obróbki laserowej są konieczne również specjalne instrukcje dotyczące bezpieczeństwa. W zależności od rodzaju, długości fali i mocy lasera, proces wymaga odpowiednich osłon. Ponadto, personel musi nosić okulary ochronne oraz stosować się do szczegółowych instrukcji bezpieczeństwa, również w odniesieniu do zagrożenia ze względu na wysokie napięcia źródła laserowego [1].
Obróbka hybrydowa suchego lodu i lasera
Zużyte twarde powłoki, takie jak natryskiwane cieplnie, stanowią barierę termiczną (TBC) i mogą być trudne do usunięcia suchym lodem z powodu niskiej twardości granulek. Istnieje duże zainteresowanie taką hybrydową obróbką ze względu na wysokie walory surowca i kosztów procesu produkcyjnego turbiny gazowej i recyklingu tych części. Ta metoda [12] ma charakter ekonomiczny, jak i ekologicznie korzystny w porównaniu do tradycyjnych metod usuwania suchym lodem z powodu jego wysokiego zużycia. Hybrydowa koncepcja oferuje rozsądne ograniczenie tego zużycia. Czyszczenie złożonych form przestrzennych w przemyśle motoryzacyjnym może stać się kolejnym obszarem zastosowania. Ze względu na materiały wrażliwe, określone ciśnienia obróbki suchym lodem są ograniczone. Połączenie obu technologii oferuje różne strategie obróbki. W zależności od położenia względnego lasera i próbki, laser może być stosowany jako skoncentrowany i nieostry. Zależnie od urządzenia lasera i strumienia suchego lodu obie technologie mogą być stosowane w tym samym punkcie ogniskowania lub w różnych punktach ogniskowych. Dwa różne punkty kontaktowe umożliwiają powtarzalną szybką zmianę oddzielnego przetwarzania autonomicznej technologii przez ruch oscylujący. Tak więc żaden z nich nie wpływa na inne, np. w przeciwnym razie mogłaby nastąpić sublimacja granulek lodu ze względu na uprzednie zderzenie powierzchni z wiązką laserową. Korzystanie z tego samego punktu oddziaływania obu technologii jest łatwiejsze do zrealizowania.
Laser może być stosowany jako nieskoncentrowany do ogrzewania powierzchni, a skupiony laser umożliwia określoną obróbkę powierzchni. Laser nieskoncentrowany zapobiega nadmiernemu schłodzeniu detalu. Wyższa temperatura zwiększa szok termiczny, gdy cząstki suchego lodu uderzają w powierzchnię i wtedy sprawność jest lepsza. Długość fali musi być wybrana w zależności od poziomu absorpcji powierzchni podłoża. Ukierunkowany laser umożliwia określoną strukturyzację powierzchni lub wygładzenie detalu obrabianego. Tak więc można wstępnie oczyszczać suchym lodem, a następnie, jako etap końcowy oczyszczania, stosować obróbki laserowe. Jest ponadto możliwość połączenia procesu czyszczenia z potencjalnym następującym procesem wstępnego przetwarzania (np. wytworzyć określoną chropowatość). Obie technologie mogą być stosowane w tym samym punkcie ogniskowym lub w różnych punktach ogniskowych [1].
Konfiguracja doświadczalna
Powłoki PUR dwuskładnikowego lakieru o grubości 100 μm i 200 μm, jako dwuwarstwowe, jedna z białego podkładu i czarnego lakieru nawierzchniowego na płytach ocynkowanych ogniowo o wymiarach 150 x 50 mm jako podłoże. Takie same płytki zostały użyte do wytworzenia zardzewiałej próbki: materiał podłoża narażano na kwaśną atmosferę przez określony czas. Do monitorowania temperatury powierzchni zastosowano termograficzny system kamerowy „Jade II MWIR” w CEDIP sprzężonego z urządzeniem czyszczącym hybrydowym, który określa temperaturę od -30°C do 1500°C promieniowania cieplnego o długości fali od 3 do 5 μm. Oferuje on częstotliwość od 170 do 250 Hz i wysoką rozdzielczość cieplną mniejszą niż 20mK przy 30°C. Aparat ten nie może być montowany w zakresie kąta refleksji wiązki laserowej [1].
Wynik optymalizacji parametrów obróbki hybrydowej suchego lodu i lasera
Kąt natarcia suchym lodem 60° i odległości od podłoża 10 mm doprowadziły do najlepszych wyników. Fotografia 1 pokazuje stosunkowo niewielki kąt ataku układu laserowego. Jest to konieczne ze względu na system wydmuchiwania suchego lodu, gdyż w przeciwnym razie strumień suchego lodu może mieć wpływ na wiązkę lasera, natomiast końcówka może zmniejszyć energię wywołaną przez laser. Niewielki kąt natarcia wiązki laserowej jest możliwy, gdy powłoka ma wystarczającą absorpcję energii i układ laserowy zapewnia wystarczająca moc. Zwiększenie hybrydowego mechanizmu termicznego suchego lodu umożliwia zmniejszenie mechanicznego efektu dla konkretnych zadań czyszczących. W ten sposób możliwe jest obniżenie ciśnienia obróbki suchym lodem i poziomu ciśnienia akustycznego. Powiązanie między termograficzną kamerą monitoringu temperatury powierzchni obrabianej oraz sterowaniem mocą lasera pozwala na zautomatyzowanie kontroli temperatury powierzchniowej. Daje to nowe obszary zastosowań, w których wykorzystywane są materiały wrażliwe termiczne. W celu pomiaru szybkości usuwania profili powierzchni wykryte przy prostopadłym do ruchu robota. Dlatego było używane dotykowe urządzenia pomiarowe „Talysurf-120L” Taylor Hobson GmbH, Wiesbaden. Stożek urządzenia pomiarowego miał promień 2 μm i kąt 60°. Pole przekroju poprzecznego (CSA) usuniętego materiału obliczano na podstawie wykrytego profilu. Do obliczenia służyło oprogramowanie „TalyMap Univ. 2.0.10 ”. W porównaniu do grawimetrycznej metody posiada tę ono zaletę, że podaje również informacje na temat usuwania materiału prostopadle do kierunku ruchu robota. Obliczano szybkość powierzchniowego usuwania powłoki CSA i indywidualną szybkość każdego testu [1].
Metrologia
Standardy porównawcze i urządzenia pomiarowe:
- szybkość usuwania objętościowego materiału i pola przekroju poprzecznego (CSA),
- profil powierzchni poprzecznej do ruchu robota,
- obliczenia oparte o software (TalyMap Univ.) z pola przekroju poprzecznego (CSA) po usunięciu materiału,
- obliczanie szybkości usuwania i głośności w przypadku różnych prędkościach posuwu,
- analizy grawimetryczne w przypadku zbyt szorstkiej powierzchni do obliczenia CSA,
- testy zardzewiałych próbek i natryskiwanych cieplnie powłok.
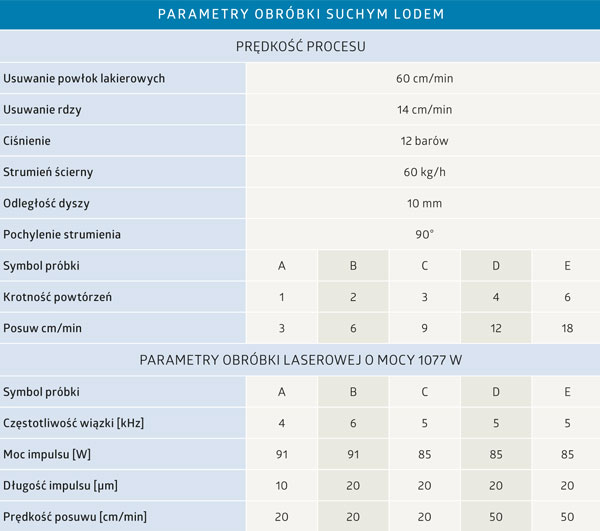
Tabela 1. Parametry obróbki suchym lodem i laserem [1 ,13].







