




Najczęściej zalecane przygotowanie powierzchni stali konstrukcyjnej do malowania to Sa 2½ zgodnie z PN-EN ISO 8501-1. Niektóre rodzaje farb nadają się na powierzchnie czyszczone przez szlifowanie, szczotkowanie albo fosforanowane. Ten ostatni zabieg stosuje się na blachach zimnowalcowanych, np. w przemyśle samochodowym. Kryształy fosforanów też tworzą rozwiniętą powierzchnię, ale nie jest ona aż tak rozwinięta jak w wyniku obróbki strumieniowo-ściernej.
Większość producentów farb nie podaje zaleceń dotyczących profilu chropowatości powierzchni. Wychodzą zapewne z założenia, że w wyniku obróbki ścierniwem zawsze powstaje jakaś chropowatość. Właściwy profil powierzchni jest równie ważny jak jej czystość i to on w dużej mierze decyduje o przyczepności farb do podłoża. Niektóre rodzaje farb, np. farby etylokrzemianowe i farby zbiornikowe, wymagają określonego profilu chropowatości POŚREDNI G lub GRUBOZIARNISTY G. Co się za tym kryje, postaramy się wyjaśnić w dalszej części artykułu.
Tylko obróbki strumieniowo-ścierna lub hydro-ścierna pozwalają na uzyskiwanie zaplanowanego profilu powierzchni w zakresie od kilkunastu do kilkuset mikronów, dzięki doborowi odpowiedniego ścierniwa i trochę dzięki możliwości częściowego regulowania energii kinetycznej ścierniwa w trakcie obróbki. Przy fosforanowaniu też powstaje niewielka chropowatość i może być ona regulowana rodzajami i stężeniami kąpieli, ale tu poruszamy się w przedziale od kilku do kilkunastu mikronów. Oczywiście przy czyszczeniu mechanicznym za pomocą tarcz ściernych lub papieru ściernego też można doprowadzić do zmian struktury powierzchni poprawiających przyczepność farby, ale są one niejednolite i praktycznie niemożliwe do precyzyjnego zdefiniowania, a na dodatek po krótkiej pracy tarcze lub papier się zapychają i wtedy powierzchnia ulega nadmiernemu wygładzeniu.
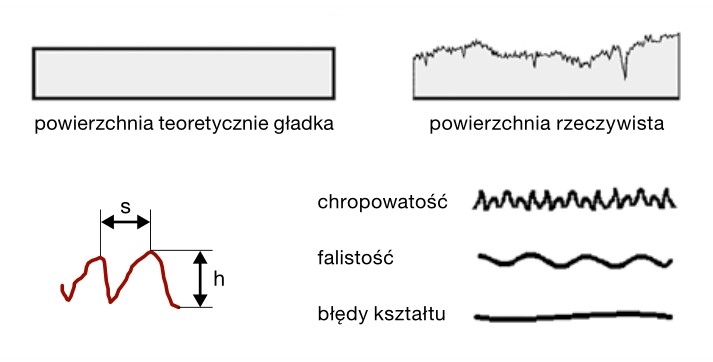
Nie ma powierzchni idealnie gładkich, przy odpowiednim powiększeniu każda okaże się nierówna. Nierówności powierzchni uznawanych za gładkie określa się mianem błędów kształtu. Falistość i chropowatość to najczęściej skutek określonej obróbki powierzchni. Falistość to częsty skutek toczenia lub frezowania, a chropowatość najczęściej uzyskujemy poprzez obróbkę powierzchni ścierniwami (śrutem, piaskiem itp.). Pojęcia te zdefiniowano w zależności od stosunku rozstawienia pików (s) i ich wysokości (h):
- Chropowatość – s/h < 50;
- Falistość – 50
- Błędy kształtu – s/h > 1000.
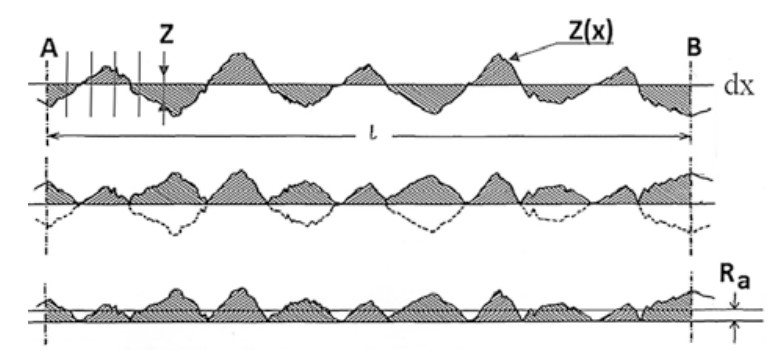
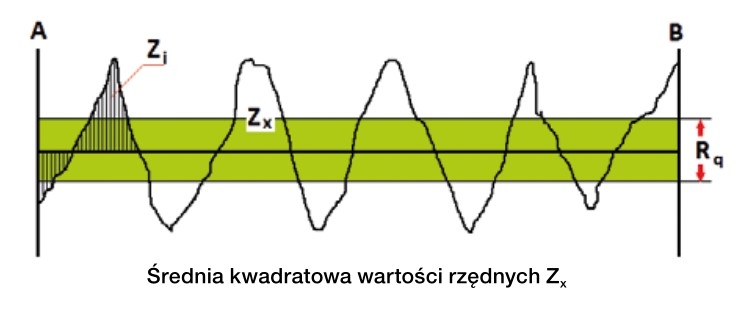
Mamy do dyspozycji kilka norm opisujących sposób oceny profilu chropowatości:
- PN-EN ISO 4287 - Specyfikacje geometrii wyrobów – Struktura geometryczna powierzchni: metoda profilowa – Terminy, definicje i parametry struktury geometrycznej powierzchni.
- PN-EN ISO 4288 – Specyfikacje geometrii wyrobów (GPS) – Struktura geometryczna powierzchni: Metoda profilowa – Zasady i procedury oceny struktury geometrycznej powierzchni
- Grupę norm PN-EN ISO 8503 – Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów – Charakterystyki chropowatości powierzchni podłoży stalowych po obróbce strumieniowo-ściernej








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}