




Obok klasycznego fosforanowania cynkowego, w technice obróbki powierzchniowej przyjęły się obecnie oparte na cyrkonie metody alternatywne, głównie w połączeniu z powłokami organicznymi w technologii proszkowej lub lakierowania na mokro. Nawet w dziedzinie powlekania metodą elektrozanurzeniową można znaleźć wiele zastosowań wykorzystujących cyrkon. Mimo różnorodnych zalet, system taki ma jedną istotną wadę. Nie zapewnia ochrony lub zabezpiecza jedynie w niewielkim stopniu przed korozją odkrytych powierzchni lub przed zużyciem, co w wielu przypadkach jest zabiegiem koniecznym, który zapewnia metoda fosforanowania cynkowego. Tutaj sprawdzają się metody fosforanowania cynkowego dostosowujące produkt antykorozyjny do zastosowania.
Do obróbki powierzchniowej stali, która jest wykorzystywana bez dodatkowej powłoki dekoracyjnej lub antykorozyjnej, przyjęły się grube powłoki fosforanowe. W metodzie tej na powierzchniach substratu wytwarza się warstwę fosforanu o strukturze krystalicznej lub lekko porowatej. Często stosuje się ją do obróbki śrub oraz innych elementów połączeniowych. Aby wydłużyć okres magazynowania lub zwiększyć odporność na korozję, z reguły stosuje się dodatkową obróbkę uzupełniającą w postaci środka antykorozyjnego, np. oleju, emulsji woskowej czy zwykłej emulsji. Im wyższe są wymagania wobec elementu, tym bardziej skomplikowana jest obróbka dodatkowa. Ponieważ w przypadku omawianych elementów chodzi o drobne części, stosuje się metodę zanurzeniową w urządzeniach bębnowych do obróbki materiału sypkiego. Proces jest podzielony na następujące pojedyncze etapy (ilustracja 1).
Rozwiązanie systemowe w zakresie obróbki wstępnej oraz ochrony antykorozyjnej
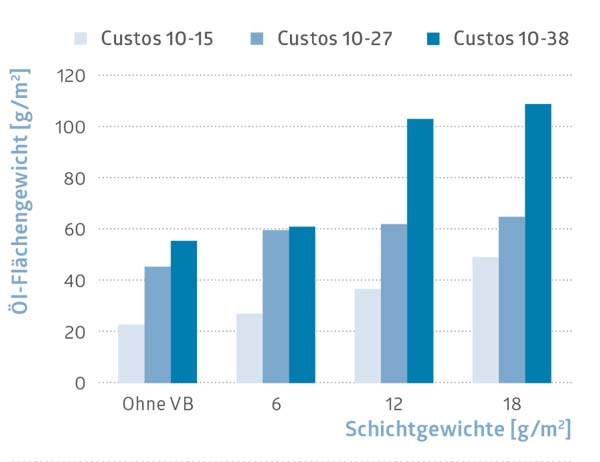
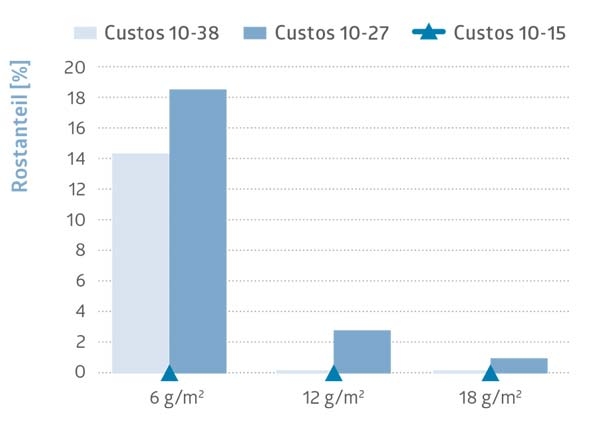
Dla optymalnej ochrony elementów istotne znaczenie ma dobór właściwego środka antykorozyjnego, a także odpowiednie dobranie parametrów kąpieli do systemu fosforanowania. Mimo że powłoka fosforanu cynku sama w sobie zapewnia już określoną ochronę antykorozyjną, nawet jeśli w niewielkim stopniu, to ważne jest wytworzenie zamkniętej powłoki fosforanowej. Musi ona jednak być dostatecznie gruba i porowata, aby przyjąć jak największą ilość środka antykorozyjnego. Grubość powłoki fosforanowej można bardzo łatwo regulować stężeniem produktu oraz sterować ustawionymi proporcjami kwasu w ramach stosunku wolnego kwasu do kwasu ogółem.
Przeprowadzanie próby
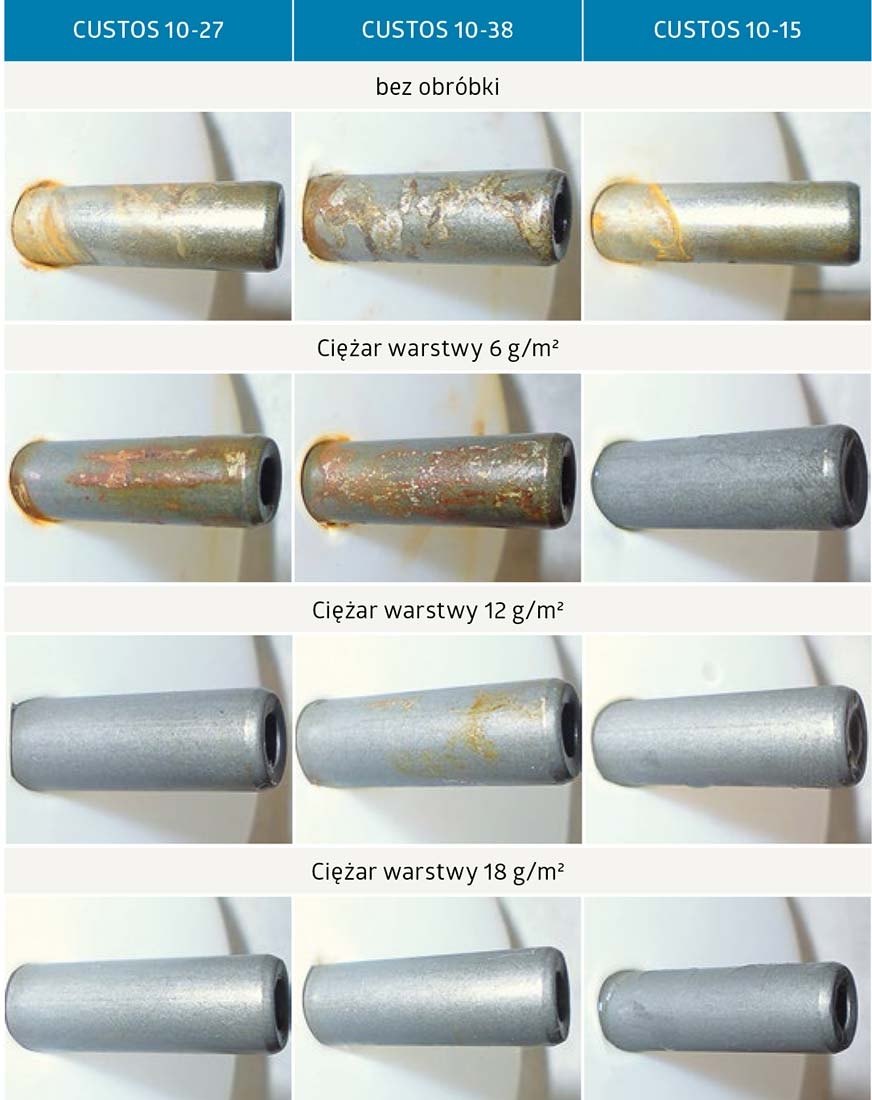
Do naszych testów zastosowano rozmieszczenie przedstawione na ilustracji 1 oraz fosforanowanie cynkowe DECORRDAL 50-16, a także różne środki antykorozyjne CUSTOS 10-15, CUSTOS 10-27 i CUSTOS 10-38. Za substrat posłużyły nieobrobione śruby z drutu do powlekania metodą zanurzania na zimno (DIN EN 10263:2002-02). Próbki w postaci materiału sypkiego zostały poddane kompletnemu procesowi w bębnie w wersji laboratoryjnej dla stworzenia realnych warunków. Poprzez proporcje kwasu w kąpieli fosforanów cynku ustawiono różne ciężary warstw. Parametry testowe są przedstawione w tabeli 2.
Poddane takiej obróbce elementy po wysuszeniu opatrzono odpowiednią warstwą oleju i pozostawiono na 24 godziny do wyschnięcia lub odparowania rozpuszczalników.














{kind=link}
{kind=link}
{kind=link}