




Fot. 1. PosiTector 200B Advanced
Pomiary powłok lakierniczych na tworzywach sztucznych
Tworzywa sztuczne stanowią istotne elementy wielu produktów. Ich zaletą, oprócz trwałości i łatwości formowania, są oczywiste walory estetyczne. W celu podkreślenia tych walorów estetycznych elementy z tworzyw sztucznych są bardzo często lakierowane. Powłoka lakiernicza musi spełniać określone parametry, takie jak: grubość, przyczepność, połysk czy barwa. W celu ich określenia stosuje się różne, często normatywne metody pomiarowe.
Jednym z najistotniejszych parametrów jest grubość powłoki lakierniczej. Jest ona ważna nie tylko ze względu na właściwości mechaniczne, ale również ze względu na cechy wizualne. Prawidłowa grubość powłoki zapewnia odpowiednią siłę krycia podłoża, a co za tym idzie prawidłowy kolor i połysk, czyli wygląd detalu.
O ile pomiar grubości powłoki na podłożach metalowych jest technologicznie rozwiązany od bardzo wielu lat i nie nastręcza większych trudności pomiarowych, to pomiar na materiach niemetalowych, takich jak tworzywa sztuczne, drewno czy szkło, wciąż jest rzadkością i potrafi stawiać spore wymagania operatorom.
Często spotykanym pomiarem grubości powłok na tego typu podłożach są pomiary niszczące, polegające na przecięciu bądź nawierceniu powłoki i poprzez okular mikroskopu pomierzenie grubości jednej lub wielu warstw powłoki. O ile ze względów metrologicznych metody te są dokładne i posiadają duży stopień ufności (mierzymy rzeczywistą, widoczną grubość warstw powłoki), to konieczność uszkodzenia powłoki w większości przypadków dyskwalifikuje te pomiary do zastosowania w bieżącej kontroli produkcji.
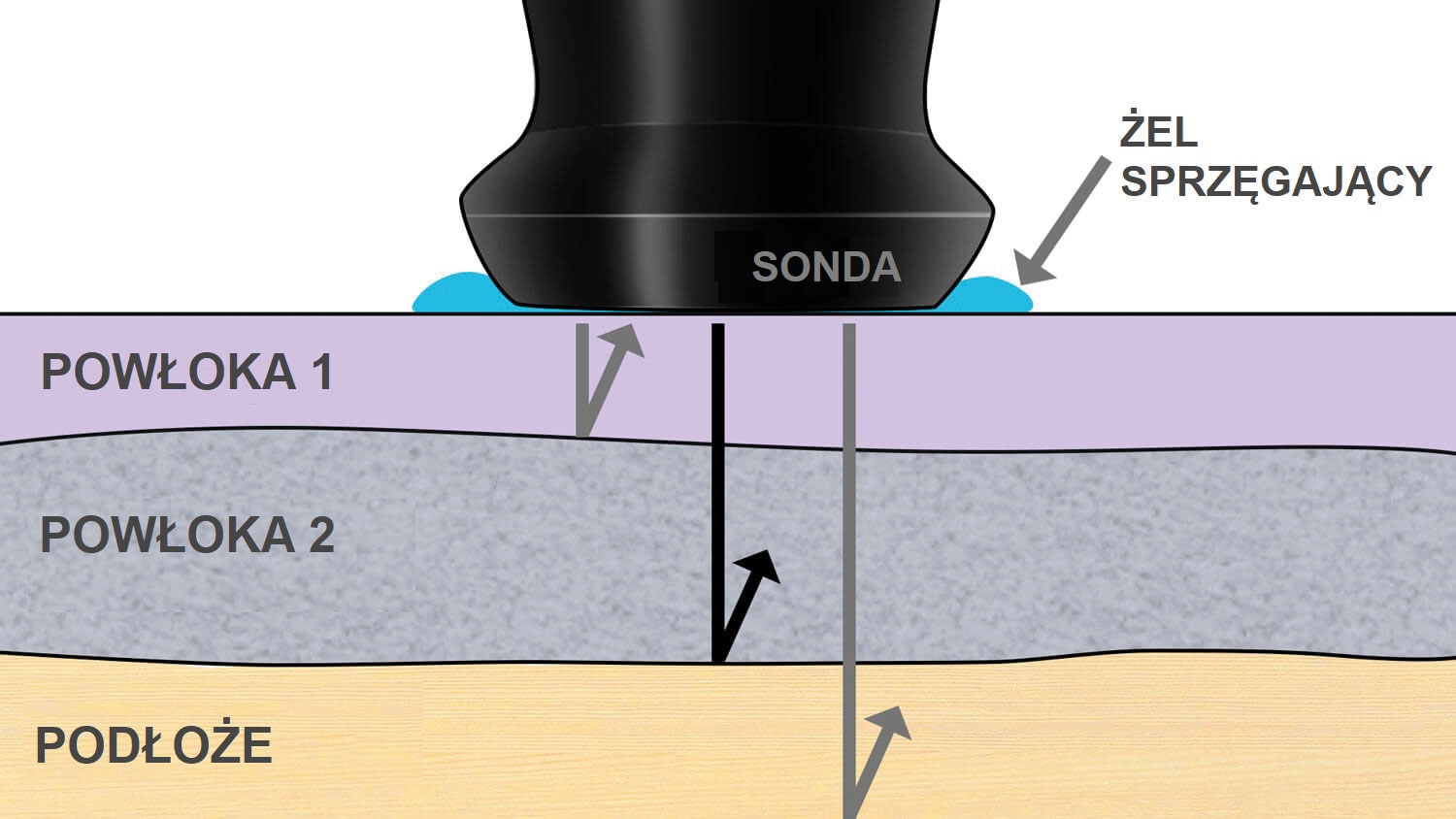
Pomiar polega na wysłaniu sygnału akustycznego (fali dźwiękowej) w materiał powłoki, która rozchodząc się w nim, natrafia na granicę warstwy (czyli zmianę ośrodka akustycznego) i generuje echo zwrotne. Pomiar czasu po jakim powstało to echo zostaje przeliczony na drogę fali akustycznej w materiale (powłoce), czyli de facto na jej grubość. Można by to żartobliwie skonkludować, że ultradźwiękowe mierniki grubości powłok nie mierzą grubości, ale czas. I z punktu fizyki pomiaru jest to jak najbardziej prawidłowe stwierdzenie (fot. 3).
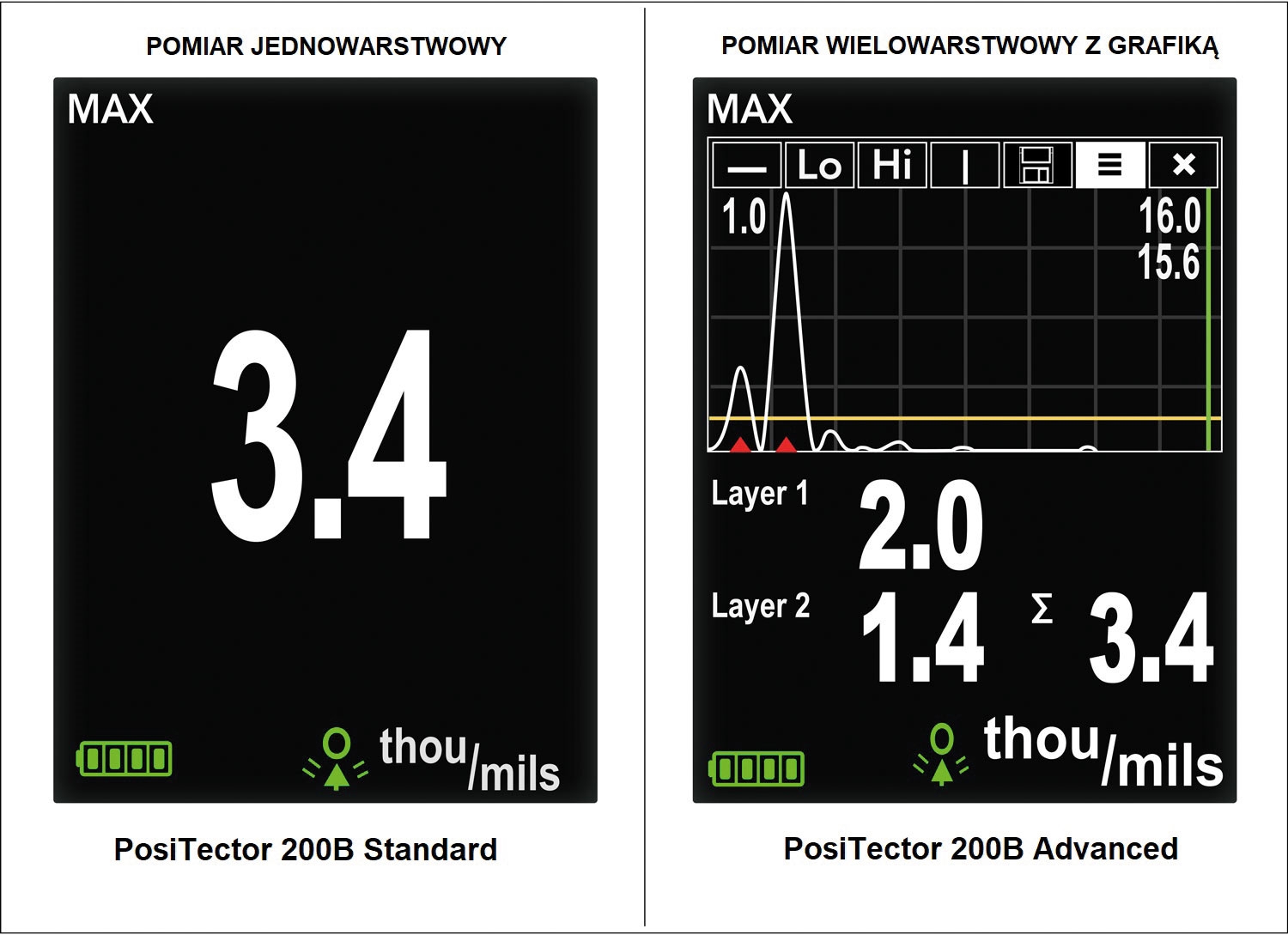
Zaletą takiej metody jest to, że pozwala ona pomierzyć nie tylko jedną powłokę (warstwę), ale również układy wielowarstwowe, z pomiarem każdej z warstw (fot. 4). Warunkiem takiego pomiaru jest różnica we właściwościach akustycznych każdej z warstw, umożliwiająca powstanie echa na ich granicy. Do pomiarów wielowarstwowych przydatne są mierniki posiadające graficzną ilustrację rozkładu i odbicia fali akustycznej w powłoce. Pozwala to zminimalizować błędy pomiarowe oraz w razie konieczności wytypować prawidłowy wynik.
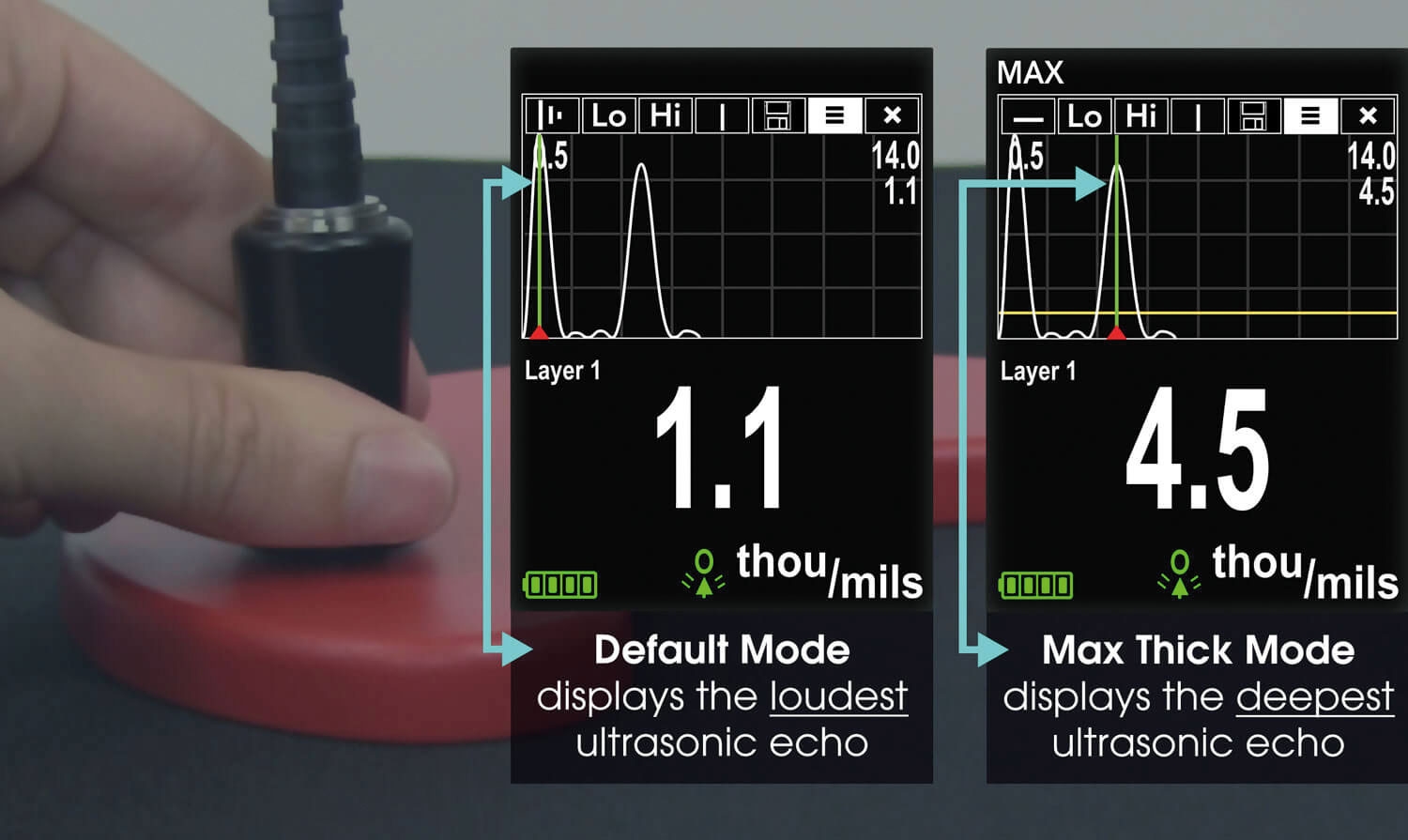
Mierniki PosiTector 200 w wersji Advanced (dedykowanej do pomiarów wielowarstwowych) w najnowszej wersji posiadają funkcję pomiaru według najsilniejszego lub najgłębszego echa. Pozwala to operatorowi wybrać tryb pomiaru najbardziej odpowiedni dla danych warunków. Ilustracja nr 5 przedstawia pomiar tej samej powłoki wielowarstwowej w dwóch różnych trybach.
Metoda ultradźwiękowa ma również swoje słabe strony. Najwięcej trudności sprawiają wszelkie nieciągłości mierzonej powłoki (ośrodka akustycznego), takie jak: mikrorozwarstwienia, pęknięcia, pęcherzyki powietrza, zanieczyszczenia, zbrylenia, pyłki, ziarenka itp. Wszystkie czynniki, które mogą zakłócić sygnał akustyczny i jego odbicie oraz spowodować niechciane interferencje, mogą być dużym utrudnieniem w dokonywaniu pomiarów. Innym utrudnieniem jest brak różnic we właściwościach akustycznych warstw. Aby wykonać prawidłowy pomiar musi nastąpić powstanie zwrotnego echa akustycznego na granicy dwóch ośrodków (powłok) o różnych właściwościach akustycznych. Brak rozróżnialnej granicy uniemożliwia taki pomiar, a jej małe zróżnicowanie bardzo go utrudnia. Dlatego pomiary kilku warstw składających się z tego samego materiału (np. dwie czy trzy warstwy tej samej farby) są bardzo trudne do prawidłowego rozdzielnego pomierzenia, a czasami wręcz niemożliwe.
Inną trudnością jest dobranie prawidłowych parametrów przejścia fali akustycznej przez badaną powłokę. Ponieważ miernik, jak wspomnieliśmy wcześniej, mierzy czas przejścia dźwięku przez powłokę, jest rzeczą oczywistą, że właściwości fizyczne powłoki będą miały istotny wpływ na czas tego przejścia. Czas tego przejścia, a co za tym idzie wyświetlony wynik grubości powłoki, zależą od prędkości dźwięku w materiale, z którego jest wykonana powłoka. Zmiana tej prędkości, wynikająca z odmiennych cech fizycznych powłoki, będzie skutkowała wskazaniem innego wyniku grubości. Jest to trudność dość istotna, szczególnie w porównaniu z pomiarami na podłożach metalowych, gdzie cechy powłoki nie mają żadnego wpływu na finalny wynik jej grubości (oczywiście przy zachowaniu wszystkich warunków wymaganych przez fizykę pomiaru). Rozwiązaniem tej trudności pomiarowej są funkcje kalibracji w miernikach ultradźwiękowych. Najpopularniejszą metodą jest wybór rodzaju ośrodka, stosowany w standardowych miernikach ultradźwiękowych do pomiaru grubości materiału. Wybierając z menu rodzaj mierzonego materiału (stal, aluminium, szkło, pleksi itp.), wybieramy od razu prędkość dźwięku, według której będzie przeliczany pomierzony czas przejścia sygnału akustycznego. Niestety, w przypadku powłok malarskich czy lakierniczych takiego komfortu nie mamy. Producenci farb nie badają prędkości dźwięku w swoich produktach. Dlatego bardzo pomocna jest funkcja kalibracji polegająca na zaprogramowaniu parametrów pomiarowych według znanej grubości próbki. Pozwala to na przyjęcie podczas pomiaru danej powłoki rzeczywistej prędkości dźwięku w niej występującej. W przypadku systemów wielowarstwowych kalibracja taka pozwala na niezależne ustawienie paramentów każdej warstwy.
Pomimo tych różnych utrudnień związanych z techniką ultradźwiękową, w przypadku konieczności pomiaru powłok na tworzywach sztucznych, nie dysponujemy innymi nieniszczącymi metodami pozwalającymi na pomiar grubości powłok lakierniczych w sposób szybki, wygodny i w miarę dokładny. Stosowanie takich rozwiązań pomiarowych w znaczący sposób wpływa na poprawę jakości, zarządzanie procesem produkcji oraz zmniejszenie reklamacji i kosztów z nimi związanych. Urządzenia te są coraz popularniejsze w branżach, gdzie wysoka jakość wykończenia produktów jest jednym z głównych wyznaczników ich sukcesu. Z powodzeniem stosowane są w przemyśle automotive, jachtowym, produkcji wyposażenia wnętrz czy sprzętów gospodarstwa domowego.
Agencja Anticorr Gdańsk jest autoryzowanym przedstawicielem w Polsce firm DeFelsko® oraz ElektroPhysik i dysponuje wieloletnim doświadczeniem we wdrażaniu rozwiązań kontrolno-pomiarowych powłok lakierniczych, również stosowanych na tworzywach sztucznych. Zapewnia nie tylko znalezienie odpowiednich rozwiązań, ale również wsparcie techniczne na całym etapie użytkowania sprzętów.
Agencja Anticorr Gdańsk Sp. z o.o.
biuro@anticorr.pl, tel. 502 523 999
www.anticorr.pl














{kind=link}
{kind=link}
{kind=link}
{kind=link}