




W nowym centrum proszkowym przygotowanie proszku, podawanie i dozowanie jest zintegrowane ze sobą. Możliwość pracy z dwoma kartonami farby rozsądnie zmniejsza czas wymiany opakowania. Dodatkowy zysk czasu na sam proces powlekania zwiększa produktywność.
Wyższa dostępność systemu
System zasilania świeżą farbą w IPS (Smart Boxer) może pomieścić dwa kartony z proszkiem, co redukuje ryzyko przestoju w związku z brakiem farby. Deficyt proszku jest wykrywany poprzez sensory wagowe umieszczone pod kartonami, zamiast pod głównym pojemnikiem farby.
Możliwość pracy z dwoma opakowaniami i z systemem, który sam zmienia dozowanie z pustego na pełny karton, znacząco redukuje czas potrzebny na zmianę opakowania. Eliminuje to potrzebę zatrzymywania przenośnika w związku z brakiem czasu na wymianę pudełka. W rezultacie zyskujemy dodatkowy czas zwiększający produktywność.
Proces podawania proszku do pistoletów jest także monitorowany poprzez sensory zainstalowane na każdym z pistoletów. Oznacza to, że błędne działanie jest natychmiast wykrywane, jeszcze przed dotarciem detalu do stanowiska kontroli jakości.
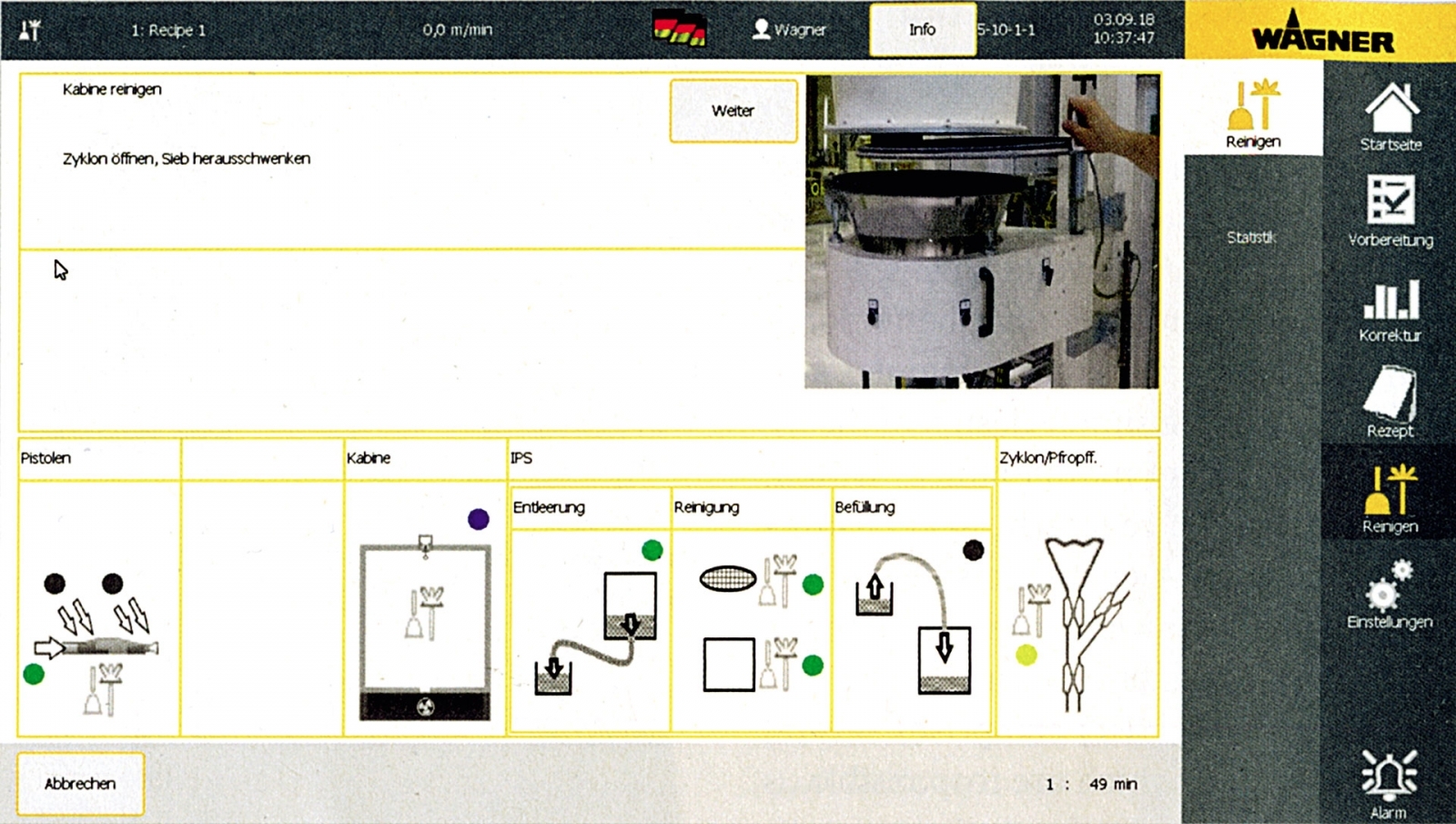
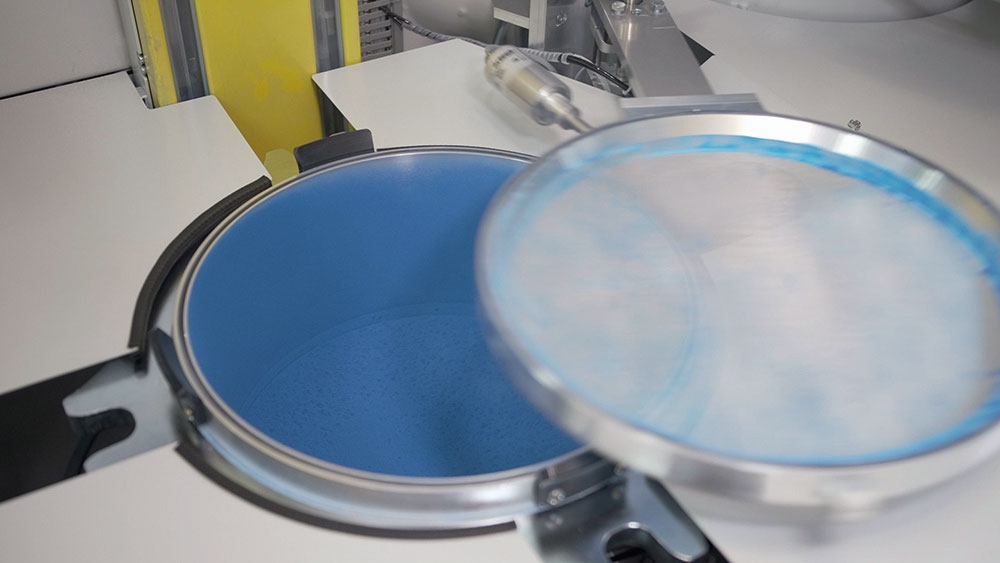
Zmiana koloru poniżej 10 minut przy najwyższych standardach jakościowych
W mieście St. Margarethen, w obiekcie firmy Liosaplast (czołowa szwajcarska firma w branży powłok funkcjonalnych i dekoracyjnych dla tworzyw), jest zlokalizowana nowoczesna, wysoce wydajna, kontrolowana komputerowo linia do przygotowania powierzchni oraz do lakierowania ciekłego i proszkowego. Kompaktowa oraz elastyczna konfiguracja systemu zapewnia krótkie czasy przejścia detali. Przenośnik Power&Free transportuje części poprzez cały system. Trawersy pozwalają na zawieszanie detali o rozmiarach do 3,2 × 2,0 × 0,8 metra i wadze do 300 kilogramów.
System IPS od Wagnera został tam zainstalowany w kwietniu 2018 roku w celu znaczącej redukcji czasu zmiany koloru przy zachowaniu powtarzalnie wysokiej jakości powłoki oraz zmiany koloru. Po szybkim uruchomieniu oraz szkoleniu załogi czas zmiany koloru został wyraźnie skrócony – nawet przy ekstremalnych kolorach oraz najwyższych wymaganiach jakościowych. – Dziś mamy średnią poniżej 10 minut – potwierdza dyrektor zarządzający Roger Gauderon. – Przed instalacją zmiana koloru zajmowała nam 20 do 25 minut.
Równomierna grubość powłoki redukuje zużycie proszku
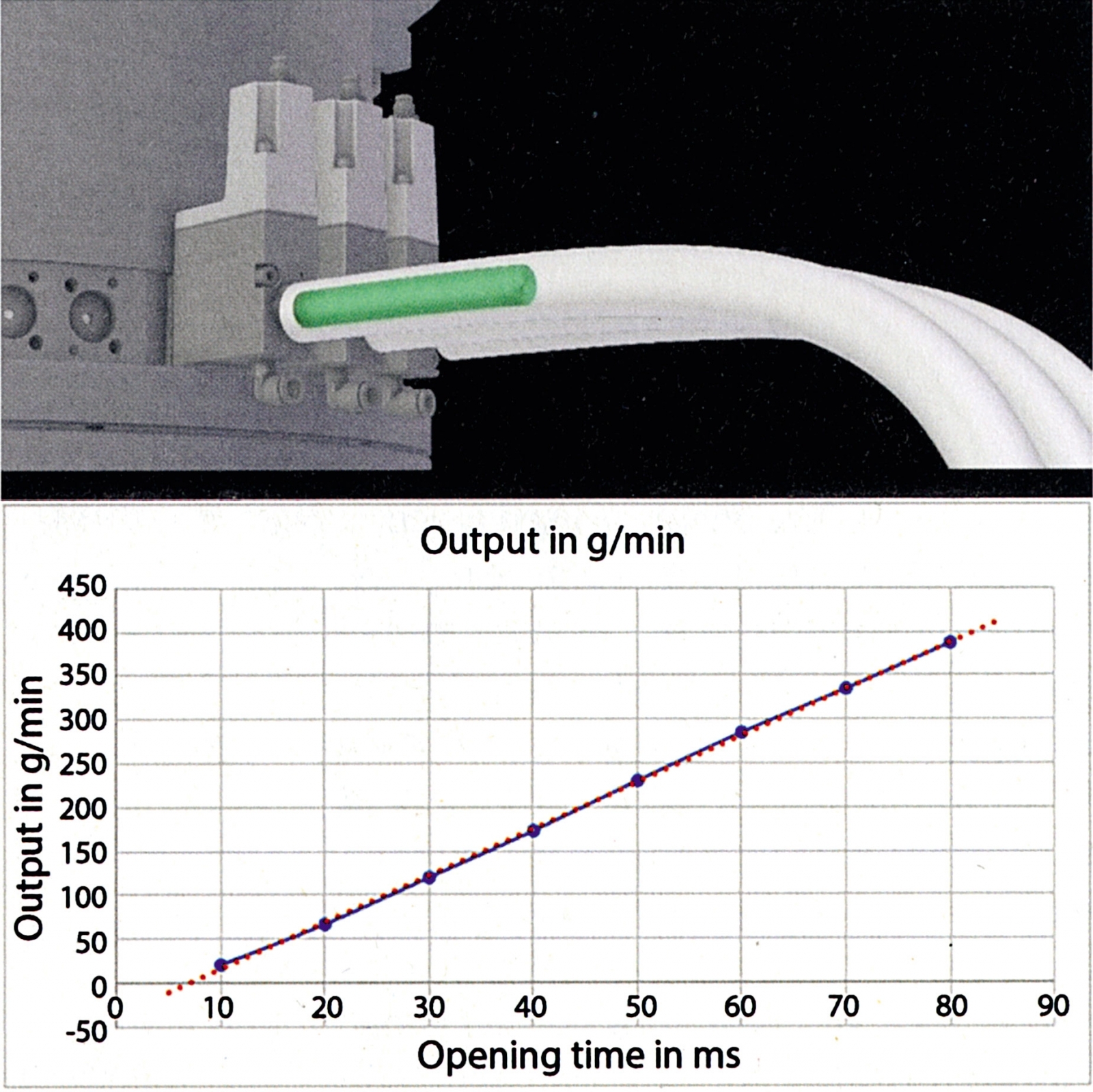
Liosaplast potwierdza lepszy rozkład grubości powłoki po krótkim czasie operacyjnym i ustala ją na 20 mikronów. Nowa koncepcja podawania proszku w technologii SFT daje podwójne korzyści – wysoce precyzyjną kontrolę dozowania proszku, która powoduje stały wydatek proszku, nawet po długim czasie użytkowania. Efekt jest widoczny poprzez brak spadków w wydatku proszku, nawet kiedy poziom farby w zbiorniku zmienia się szybko w czasie, które to spadki są zauważalne w otwartych systemach z kolumną proszkową pod ciśnieniem hydrostatycznym.














{kind=link}
{kind=link}
{kind=link}