Aktualne koncepcje w roku 2026
Rosnące koszty energii, presja na redukcję emisji CO₂ oraz rozwój nowych technologii aplikacyjnych sprawiają, że pojęcie wydajności farby proszkowej nabiera dziś zupełnie nowego znaczenia. To już nie tylko teoretyczne m²/kg, ale całościowe spojrzenie na efektywność procesu, energochłonność i realny wpływ na środowisko.
Wydajność farby proszkowej nadal pozostaje jednym z kluczowych parametrów przy analizie kosztów malowania oraz efektywności procesu. W zasadzie jest to wiedza dostępna i ogólnie znana, natomiast wciąż pojawiają się pytania dotyczące relacji między teorią a praktyką oraz właściwej interpretacji wszystkich składowych. Na temat wydajności, efektywności i skutecznej aplikacji farb proszkowych napisaliśmy już wiele artykułów, ale dobrze jest też odświeżyć pewne kluczowe zagadnienia.
Klasyczne podejście bazuje na teoretycznym przeliczeniu m²/kg w odniesieniu do grubości powłoki i gęstości farby, jednak w nowoczesnych realiach produkcyjnych coraz większe znaczenie ma rzeczywista efektywność aplikacji, zużycie energii oraz wpływ procesu na środowisko.
Od teorii do realnej efektywności
Podstawowe algorytmy obliczeniowe pozwalające określić teoretyczną wydajność farby nadal są punktem wyjścia do analizy kosztów. Jako ilustrację analizy teoretycznej załączmy wykres, tabelę z danymi oraz najważniejsze wzory do wykonania własnej kalkulacji.

Wzór nr 1 (wydajność jednostkowa)
Metoda obliczeniowa wyznaczania teoretycznej wydajności farby w [m2/kg] w odniesieniu do grubości powłoki [μm] i ciężaru właściwego (gęstości) farby [g/cm3]
W praktyce jednak wynik ten musi być skorygowany o takie czynniki jak efektywność transferu proszku, straty w systemie odzysku, geometria detali oraz ustawienia aplikacyjne. Dzisiejsze linie automatyczne pozwalają osiągać bardzo wysoką sprawność procesu, ale realna wydajność zawsze będzie niższa od wartości teoretycznych.
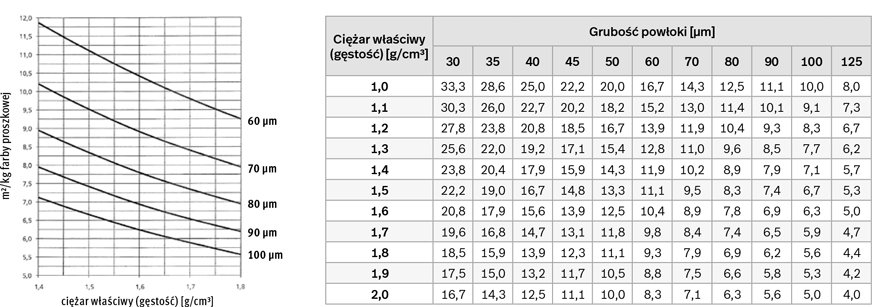
Zależność wydajności farby w [m2/kg] w odniesieniu do grubości powłoki [μm] i ciężaru właściwego (gęstości) farby [g/cm3]

Zdolność krycia i technologie cienkopowłokowe
Kluczowym parametrem pozostaje minimalna grubość zapewniająca pełne krycie i akceptowalny wygląd powłoki. W klasycznych systemach była to wartość około 60 µm, natomiast rozwój technologii cienkopowłokowych znacząco zmienił sposób myślenia o optymalizacji kosztów.
Nowoczesne systemy Interpon XTR umożliwiają stabilne aplikacje przy grubościach rzędu 30–40 µm, co przekłada się na niższe zużycie materiału, redukcję emisji CO₂ oraz wyższą produktywność.

Wzór nr 2 (zużycie jednostkowe)
Metoda obliczeniowa wyznaczania teoretycznego zużycia farby na jednostkę powierzchni w [g/m2] w odniesieniu do grubości powłoki [μm] i ciężaru właściwego (gęstości) farby [g/cm3]