




Zapewnia optymalne domalowanie elementów o skomplikowanym kształcie
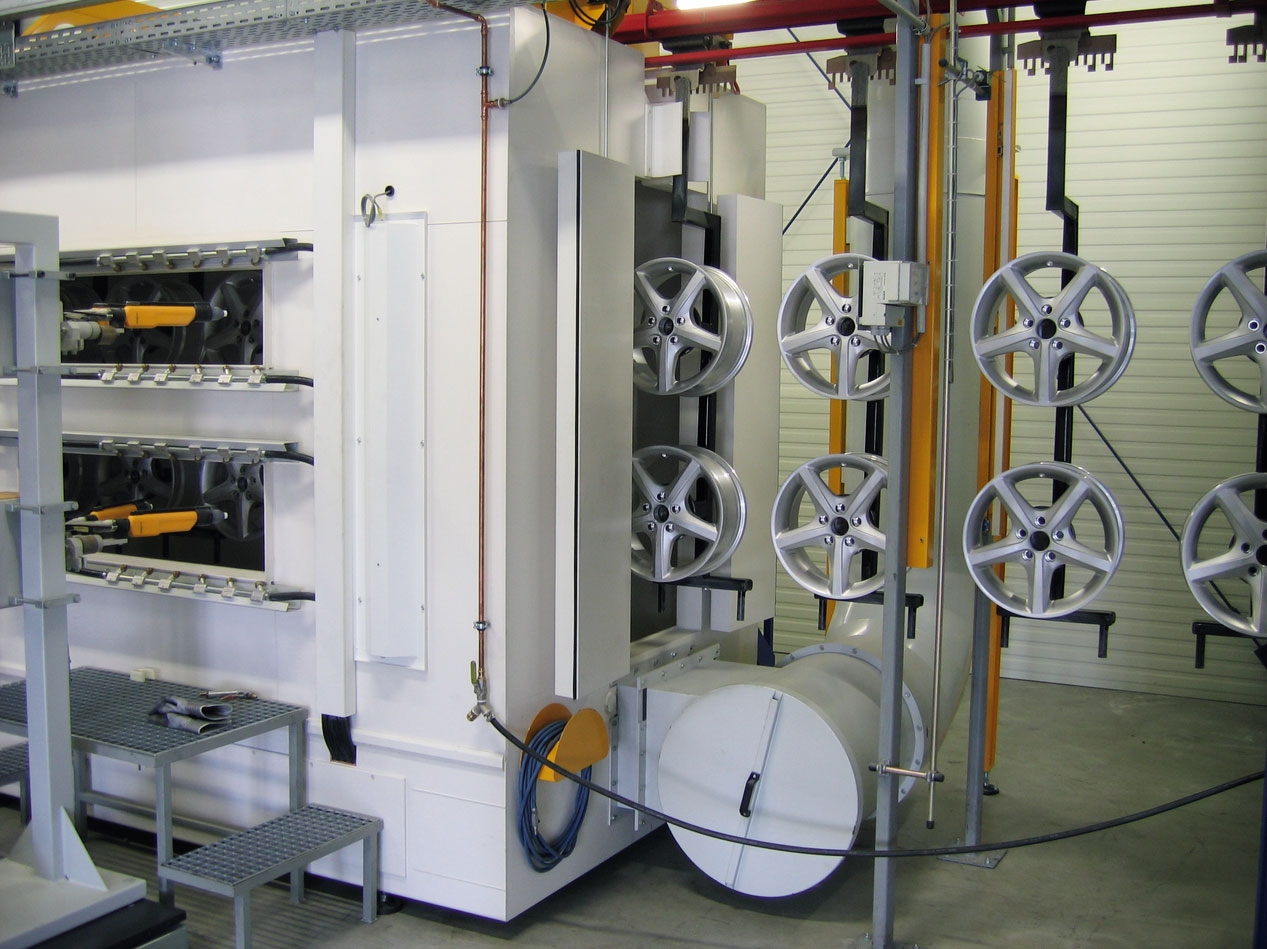
Czasy, gdy lakiernia proszkowa sama w sobie była czymś niezwykłym, a zalety powłoki uzyskane w wyniku malowania proszkowego były wystarczającym argumentem do wyboru tej właśnie technologii, minęły bezpowrotnie. Dziś, dla klienta końcowego, równie ważne jak jakość i ekologia są aspekty ekonomiczne, szybkość i powtarzalność. Jedną z metod ułatwiających osiągnięcie powyższych celów jest zautomatyzowanie procesu nanoszenia lakieru proszkowego, pozostawiając człowiekowi jedynie funkcję kontrolno-nadzorczą.
Zastosowanie mechanicznego ramienia robota wymaga uprzedniego zaprogramowania i daje możliwość użycia maksymalnie jednego-dwóch pistoletów na ramię, zaś układu wielu manipulatorów z wieloma pistoletami zaopatrzonymi w specjalne dysze proste i kątowe rozwiązuje poniekąd problem małej wydajności, lecz również wymaga wcześniejszego przygotowania, a wręcz odpowiedniego zaprojektowania lakierni pod konkretny detal. Aby móc w sposób zautomatyzowany malować detale o różnych kształtach i rozmiarach, potrzebny jest układ rozpoznania detalu oferujący nie tylko odpowiednio dużą rozdzielczość i synchronizację z systemem transportu, ale również „głębsze spojrzenie”, dzięki któremu w pamięci sterownika będzie można wiernie odtworzyć kształt detalu.
Najstarszy i najprostszy był system rozpoznania jedynie obecności detalu, zbudowany na pojedynczym czujniku mechanicznym, optycznym, laserowym czy nawet ultradźwiękowym.
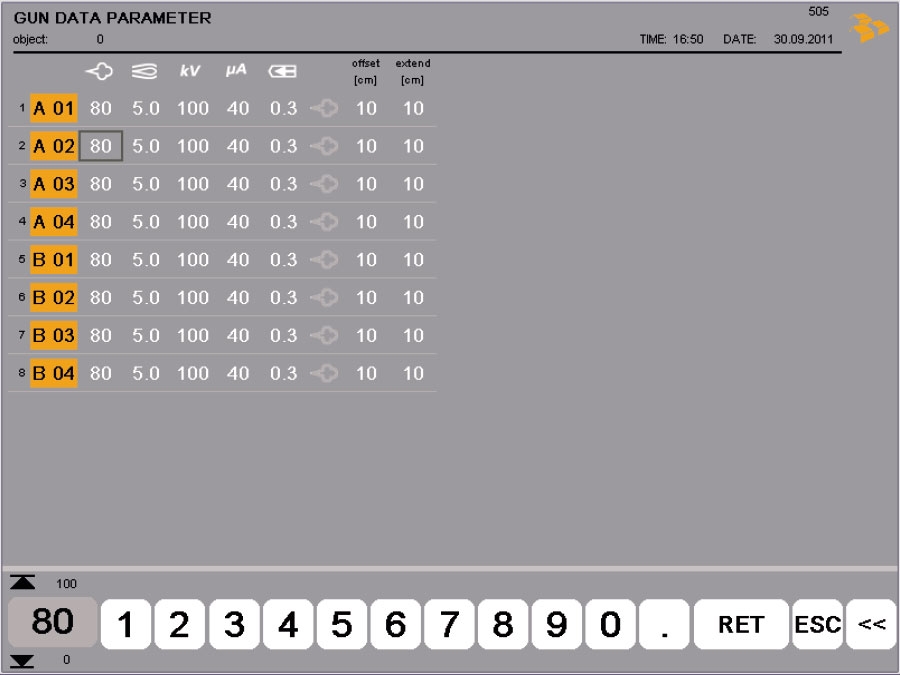
Gdy system transportu się zatrzymywał – rejestr nie był przesuwany, a pistolety wyłączane, aby nie malować wielokrotnie tego samego fragmentu detalu, gdy transport się cofał – rejestr był przesuwany w lewo, zamiast w prawo. Każdy manipulator i każdy pistolet mógł mieć skonfigurowane wartości „Offset” i „Extend” mówiące o tym, ile centymetrów przed detalem ma się rozpocząć praca oraz ile centymetrów po przejechaniu detalu przed dyszą pistoletu ma być jeszcze włączone napylanie, dzięki czemu można było poprawić domalowywanie detali przestrzennych lub ograniczyć występowanie efektu ramki na brzegach detali płaskich. EKO-BHL, jako pierwszy przedstawiciel ITW GEMA na terenie Polski, opracował swojego czasu własne sterowniki tego typu jako uzupełnienie sprzętu sprzedawanego do prostych lakierni lub elementów pozyskanych przez klienta z rynku wtórnego. Były one dostępne zarówno w wersji budżetowej, jak i w kilku wersjach do specjalnych zastosowań trudnych do zrealizowania w inny sposób.
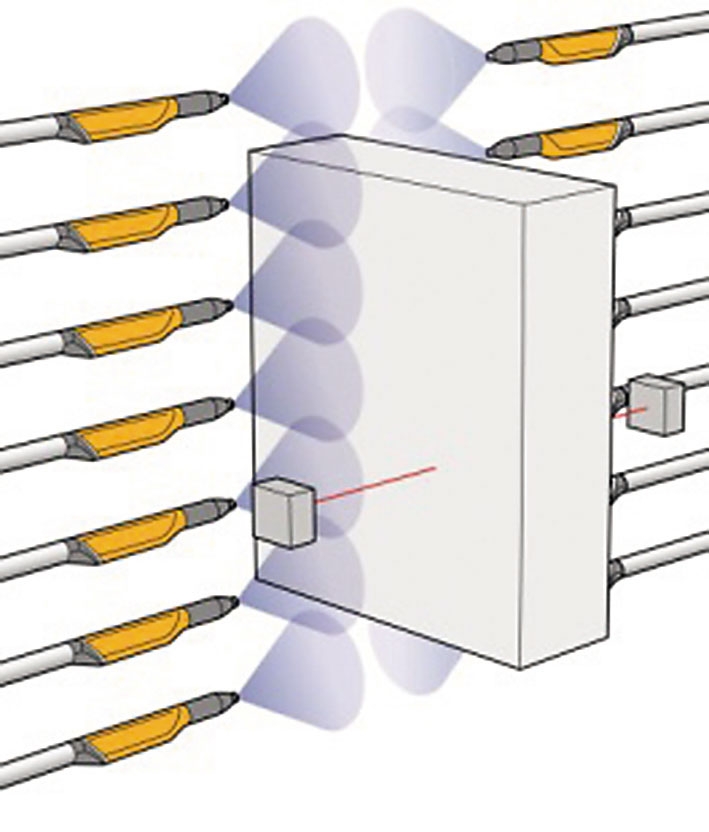
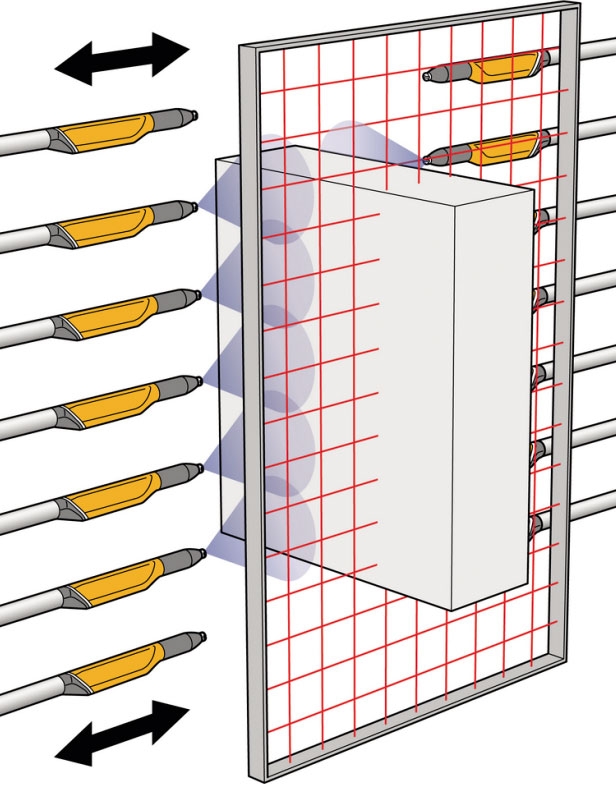
System ten był skuteczny i wciąż jest stosowany przez wielu użytkowników, choć do jego wad należy zaliczyć fakt włączania wszystkich pistoletów w układzie pionowym, niezależnie od wysokości malowanego detalu. Aby umożliwić automatyczne, selektywne włączanie tylko wymaganych pistoletów ustawionych pionowo, należało w miejsce jednego czujnika zastosować kilka, a każdy z nich odpowiedzialny był za włączanie konkretnego pistoletu. Zmianie również ulec musiał rejestr przesuwny wewnątrz pamięci komputera, który musiał dla każdego centymetrowego wycinka wirtualnej kabiny lakierniczej posiadać informację nie o jednym, lecz o kilku czy też kilkunastu czujnikach. Z czasem zamiast pojedynczych czujników zaczęto stosować uniwersalne kurtyny zawierające kilkadziesiąt, a nawet kilkaset czujników umieszczonych najczęściej co jeden centymetr.
Tak duża rozdzielczość była zbyteczna w układzie pionowym pistoletów, dlatego zunifikowano wielkość rejestru i całą wysokość wejścia do kabiny lakierniczej można podzielić na 2 do 16 sektorów, zależnie od potrzeb i upodobań użytkownika, niezależnie od wysokości kabiny i liczby elementów kurtyny. Bardzo istotna była też liczba pistoletów umieszczonych w pionie. Jako że każdy z pistoletów mógł być wyzwalany przez informację z dowolnego sektora, a nawet z kilku sektorów – nie było ryzyka niedomalowania fragmentów „granicznych” oraz dość łatwo było wymusić pracę pistoletów stacjonarnych domalowujących przykładowo górne powierzchnie grzejników czy detali przestrzennych, jak szafy czy regały.
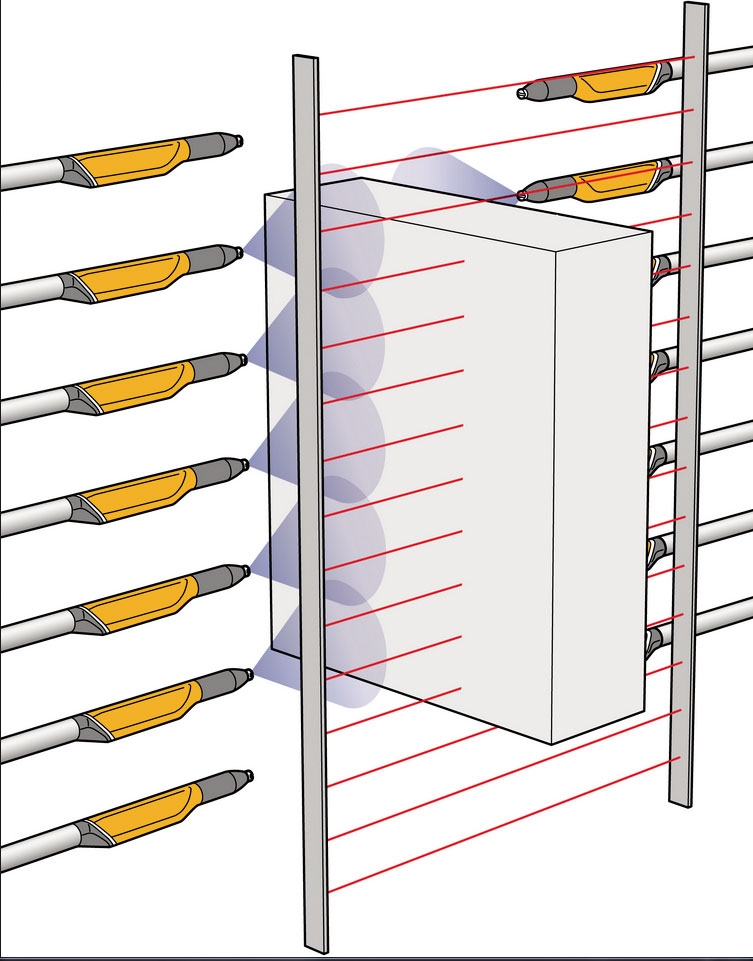
To jednak wciąż były tylko dwa wymiary, więc kolejnym krokiem do poprawy odzwierciedlenia wirtualnego obrazu malowanego detalu w pamięci komputera było zastosowanie dodatkowych listew z czujnikami informującymi nie o wysokości, lecz również o szerokości detalu, dzięki czemu wszystkie pistolety zamontowane na manipulatorze konkretnej stacji mogły się w odpowiedniej chwili automatycznie odsuwać i przysuwać, „śledząc” obrys detalu, co zaowocowało m.in. znacznie skuteczniejszym domalowaniem ścian czołowych i tylnych detali przestrzennych.
Jednak i ten system miał swoje ograniczenia – otrzymywaliśmy informacje o obrysie zewnętrznym w kształcie prostokąta, przez co malowanie detali o przekroju trójkątnym, okrągłym czy o kształcie rombu było w pewnych sytuacjach mało skuteczne. System nie dawał też żadnych informacji o wypełnieniu, przez co automatyczne domalowanie wnętrza pustego detalu (jak choćby szafki) było praktycznie niemożliwe bez uprzedniego ręcznego stworzenia odpowiedniego programu.
W tym roku GEMA Switzerland wprowadziła do swojej oferty system laserowego rozpoznania detalu wykorzystujący układ precyzyjnego pomiaru czasu pomiędzy wysłaniem impulsu laserowego i powrotu wiązki odbitej od detalu. Wiązka lasera jest skupiona w układzie optyki nadawczej, a następnie odbita i rozproszona przez powierzchnię detalu, dzięki czemu możliwe jest dość dokładne określenie odległości między czujnikiem a obiektem dokładnie w punkcie pomiaru.
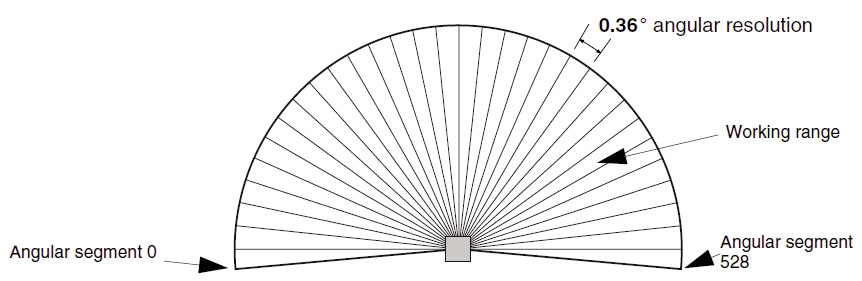
Ze względu na wysoką cenę nie stosuje się listew zawierających setki detektorów, lecz pojedyncze urządzenia optyczno-mechaniczne wysyłające sekwencyjnie wiązki laserowe pod różnymi kątami. Pojedyncze urządzenie jest więc w stanie przeskanować cały obszar bramki wejściowej, a następnie wysyłać kompletny pakiet informacji do pamięci komputera, gdzie specjalne oprogramowanie może zbudować model dwuwymiarowy. W ciągu sekundy można wykonać 25 pomiarów pełnego obszaru roboczego wynoszącego maksymalnie 190°, przesuwając wiązkę o 0,36° i dokładnie zwymiarować przestrzeń wokół czujnika, nim detal zdąży się przesunąć o kolejny centymetr.
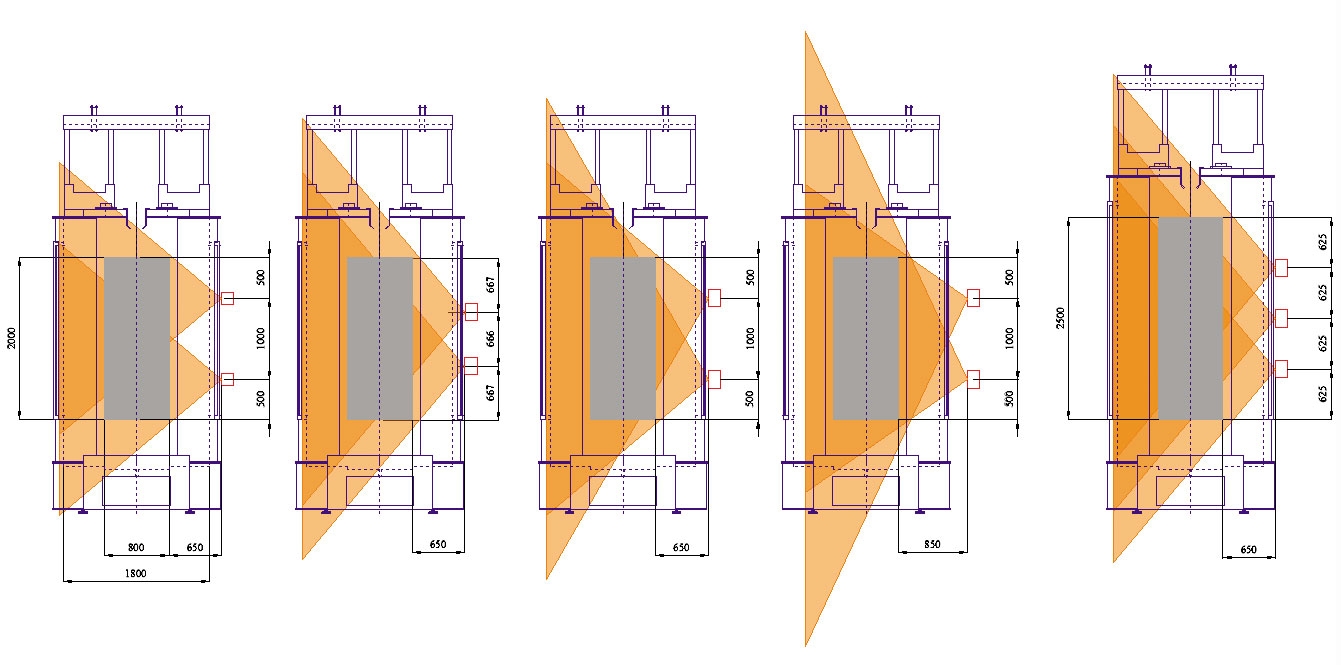
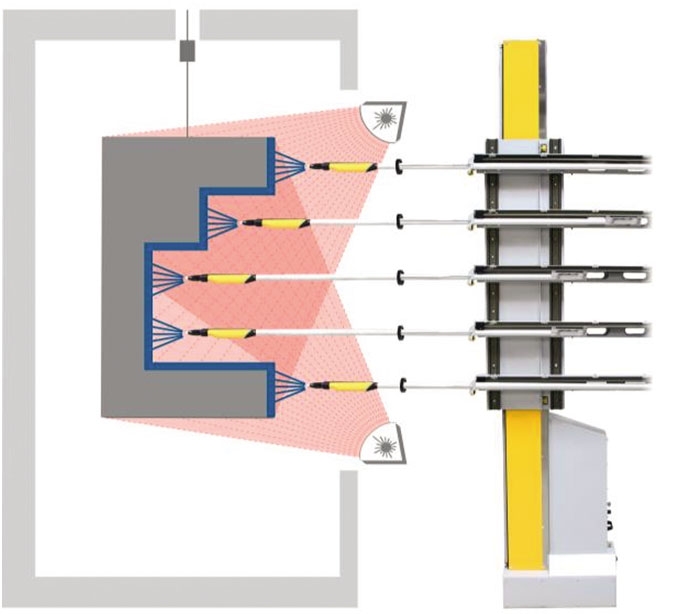
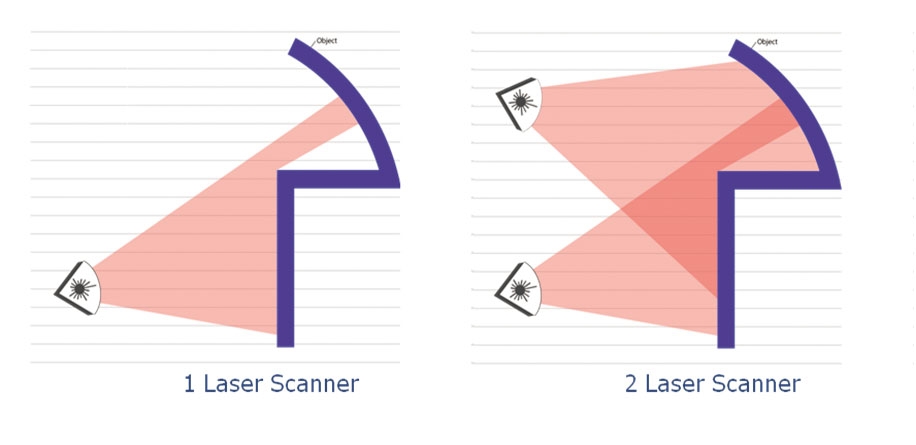
Przy pojedynczym urządzeniu pojawia się jednak problem braku możliwości zajrzenia „za winkiel” skomplikowanego detalu, dlatego też stosuje się układy dwóch lub trzech urządzeń „oglądających” detal z różnych perspektyw – to czego nie dostrzeże urządzenie oglądające detal z dołu – zobaczy to oglądające z góry, jeśli i te dwa nie będą w stanie zajrzeć dostatecznie głęboko – można dokompletować trzecie urządzenie umiejscowione na wprost problematycznego obszaru. Wystarczy tylko poinformować komputer, gdzie znajdują się czujniki, a oprogramowanie wykorzystujące zasady geometrii zrobi resztę.
Mając już dokładne zobrazowanie detalu w pamięci sterownika, można odpowiednio regulować odległościami poszczególnych pistoletów od konkretnego fragmentu detalu. W laboratoriach GEMA opracowano nowy – lżejszy i mniejszy manipulator pojedynczego pistoletu o symbolu UA04, a na wzmocnionym manipulatorze pionowym ZA13 można zamontować maksymalnie sześć takich zestawów o łącznej wadze nieprzekraczającej 100 kg.
Dzieląc programowo obszar skanowania na taką samą liczbę sektorów, można zapewnić optymalne domalowanie detali o skomplikowanym kształcie.
Aby w pełni wykorzystać nowy system rozpoznania, zmianom uległ także sterownik GEMA CM30, który może teraz obsługiwać nawet 20 osi. Wyeliminowało to konieczność stosowania znacznie droższych sterowników opartych o systemy PC, a dla istniejących lakierni EKO-BHL przygotowało specjalną ofertę przebudowy systemu rozpoznania detalu bez konieczności wymiany części sprzętowej sterownika CM30.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}