




Zbadano wpływ dodania reaktywnych monomerów akrylanowych do farb proszkowych utwardzanych przy pomocy promieniowania UV na bazie nienasyconych żywic (met)akrylanowych. Ich wysoka funkcyjność zwiększyła usieciowienie, zmniejszyła wymagania dotyczące temperatury utwardzania, a szczególnie zmniejszyła różnice w gęstości wiązań poprzecznych między dwiema żywicami.
W ostatnich latach rozwinęła się technologia farb proszkowych utwardzanych przy pomocy promieniowania UV. W pełni spełniają one przepisy dotyczące ochrony środowiska w zakresie ograniczenia lotnych związków organicznych (VOC). Co więcej, stosowany podczas malowania proces szybkiego utwardzania w niskiej temperaturze pozwala na ich stosowanie do płyt drewnopochodnych, takich jak płyty wiórowe o średniej gęstości (MDF), trójwarstwowe płyty kompozytowe (OSB) lub sklejki.
Elementy z drewna malowanego proszkowo są już szeroko stosowane na rynku meblowym, ale ich utwardzanie nie jest procesem prostym, ponieważ są one materiałami bardzo wrażliwymi na działanie wysokich temperatur i mogą podlegać zmianie wymiarów lub uwalnianiu się substancji ekstrakcyjnych.
100% farb proszkowych utwardzanych przy pomocy promieniowania UV jest w stanie stałym, ogólnie rzecz biorąc są one preparatami opartymi na żywicach (met)akrylanowych, systemie fotoinicjatorów i różnych dodatkach. W celu ograniczenia zjawisk skurczowych na powierzchniach, najczęściej stosowane żywice posiadają niską funkcyjność (met)akrylanowych grup reaktywnych. Zastosowanie fotoinicjatorów opracowanych dla konwencjonalnej technologii utwardzania przy pomocy promieniowania UV zostało ogólnie opisane na preparatach farb proszkowych utwardzanych przy pomocy promieniowania UV. Jednakże brakuje dodatkowych, szczegółowych opracowań w tej dziedzinie.
Pierwszy etap prowadzi do uzyskania jednorodnej, roztopionej warstewki poprzez np. oddziaływanie temperatury topienia żywicy. W czasie takiego ogrzewania nie zachodzi polimeryzacja a odpowiednia ruchliwość cząsteczek musi zostać osiągnięta przed aktywacją dzięki światłu. Temperatura wymagana do topienia zwykle nie przekracza 120°C, co zapobiega degradacji podstawy wykonanej z drewna.
Drugi etap doprowadza do fotopolimeryzacji a zachodzi ona pod wpływem napromieniowania w ciągu kilku minut lub nawet sekund, prowadząc do powstania usieciowionego, gładkiego wykończenia (bez efektu skórki pomarańczowej).
Badanie wpływu monomerów reaktywnych
Ponieważ klienci rynku meblarskiego żądają powłok lakierniczych o wysokiej odporności chemicznej i bardzo dobrych właściwościach fizycznych uzyskanych za pomocą małej ilości energii cieplnej i szybko przebiegającego procesu utwardzania, są oni również zainteresowani stworzeniem systemów malarskich wykorzystujących farby proszkowe utwardzane przy pomocy promieniowania UV oraz zrozumieniem zależności między strukturą, reaktywnością i właściwościami ostatecznymi.
Niniejsze opracowanie skupia się na zagadnieniu zwiększenia stopnia usieciowienia i ocenie jego wpływu na właściwości wytrzymałościowe powłok lakierniczych utwardzonych przy pomocy promieniowania UV. Do tej oceny użyto preparatów, które zawierały trzy ciekłe monomery akrylanowe o różnej funkcyjności.
Do monitorowania reakcji fotopolimeryzacji pod kontrolą temperatury zastosowano spektroskopię RT-FTIR (spektroskopię w podczerwieni z transformatą Fouriera) wykorzystującą komórkę środowiskową. Oceniono oddziaływanie zarówno stężenia funkcji reaktywnych, jak i grup funkcyjnych dodatkowych monomerów. Wreszcie określono właściwości termomechaniczne, gęstość sieciowania i odporność na rozpuszczalnik utwardzonych powłok lakierniczych.
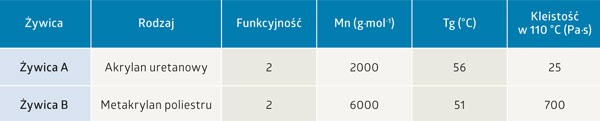 Tabela 1. Podstawowa charakterystyka testowanych żywic proszkowych
Tabela 1. Podstawowa charakterystyka testowanych żywic proszkowychPrzedstawienie materiałów, preparatów oraz utwardzania
Preparaty farby proszkowej do utwardzania przy pomocy promieniowania UV oparte były na dwóch żywicach w stanie stałym dostarczonym przez Akzo Nobel, z których jedną stanowił dwuakrylan uretanu a drugą dimetakrylan poliestru. Ich główne cechy przedstawia tabela 1. Aby ocenić wpływ rosnącego stężenia (met)akrylanu i funkcyjności, do preparatów dodano trzy monomery akrylanowe o różnej funkcyjności: diakrylan heksanodiolu (HDDA), triakrylan trimetylolopropanu (TMPTA) i tetraakrylan petaerytrytu.
Monomery te zmieszano z żywicami w stanie stałym. Do mieszanin tych (patrz tabela 2) jako fotoinicjator dodano 2% wagowe Irgacure 2959. Aby zapewnić dobrą jednorodność (jako że wytłaczanie nie jest możliwe przy małych próbkach), metoda doświadczalna obejmowała rozpuszczanie preparatów w chloroformie (CHCI3).
Jednorazowo preparaty zostały zastosowane na podstawę z uwzględnieniem etapu wstępnego ogrzewania (w temperaturze 110°C przez 20 minut), co umożliwiło odparowanie rozpuszczalnika z nałożonej warstewki. Następnie przeprowadzono utwardzanie warstewki o grubości 60 µm za pomocą promieniowania podczerwonego i ultrafioletowego.
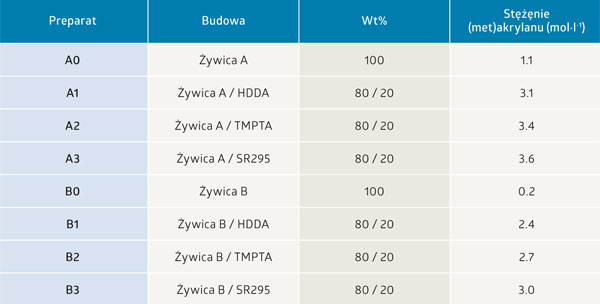 Tabela 2. Skład preparatów testowych
Tabela 2. Skład preparatów testowychŚledzenie fotopolimeryzacji za pomocą spektroskopii RT-FTIR
Następnie przy pomocy Vertex 70 RT-FTIR (przedsiębiorstwa Bruker Optics zapewniającego kontrolę temperatury) określono reaktywność preparatów, które osadziły się na płytkach krzemowych.
Widmo zostało zarejestrowane przy rozmieszczeniu czasowym 0,11 sekundy i w rozdzielczości widmowej 4 cm-1. Po upływie pięciu minut, w trybie izotermicznym (przy wybranej temperaturze pomiędzy 50 i 110°C), topiące się próbki naświetlano przez 80 sekund (66 mW • cm-2) przy zastosowaniu Lightningcure LC8 (przedsiębiorstwa Hamamatsu) wyposażonego w lampę rtęciowo-ksenonową o mocy 200 W. Konwersję funkcyjności (met)akrylanu określono przy pomocy pasma 810 cm-1 w stosunku do czasu napromieniowania. Aby przeciwdziałać błędowi ze względu na możliwe wahania grubości, do obliczenia konwersji wymagane jest następujące pasmo referencyjne, niereaktywne pod wpływem promieniowania UV (pasmo uretanu 3330 cm-1 a pasmo poliestru 1580 cm-1). Maksymalną szybkość polimeryzacji (Rpmax/M0) oceniono przy zastosowaniu M0 równemu początkowemu stężeniu funkcyjności (met)akrylanu. Ostateczna konwersja została obliczona zgodnie z równaniem 1:

A810t0 i A810t to obszary pasma 810 cm-1, odpowiednio w czasie początkowym i w czasie t; Areft0 i Areft są obszarami w przedziale referencyjnym odpowiednio w czasie początkowym i w czasie t.
Wykazanie oczekiwanych różnic w reaktywności żywic
Jak pokazano w tabeli 3, reaktywność B0 jest wyraźnie niższa niż reaktywność A0 w tej samej temperaturze utwardzania (110°C). Wynika ze słabszej aktywności molekularnej cząsteczek związanej z dłuższymi łańcuchami (wyższa masa cząsteczkowa, Mn) i większą lepkością w stanie stopionym żywicy B. Ponadto, ponieważ obie żywice są dwufunkcyjne, dłuższe łańcuchy prowadzą do niższego stężenia molowego funkcyjności (met)akrylanu. Wreszcie, grupy metakrylanowe przenoszone przez żywicę B zasadniczo wykazują niższą reaktywność niż grupy akrylanowe ze względu na obecność grupy metylowej nieznacznie ograniczającej mobilność [6].
 Tabela 3. Wpływ rodzaju żywicy na fotopolimeryzację (temperatura utwardzania 110 °C)
Tabela 3. Wpływ rodzaju żywicy na fotopolimeryzację (temperatura utwardzania 110 °C)Jak temperatura wpływa na funkcjonalność i reaktywność
Wpływ temperatury badano następująco: poprzez fotopolimeryzację preparatu A0 dla różnych temperatur w zakresie od 50 do 110°C. W temperaturze 50°C, blisko temperatury zeszklenia żywicy, układ pozostawał w stanie stałym i praktycznie nie zachodziła polimeryzacja. Poprzez podwyższenie temperatury obniżyła się kleistość, zapewniając większą mobilność molekularną. Jednostki monomerów i rosnące łańcuchy mogły poruszać się łatwiej, a więc reagować ze sobą lub z rodnikami pochodzącymi z fotolizy fotoinicjatora. Wskutek tego może zostać osiągnięta wyższa reaktywność, jak przedstawiono w tabeli 4: do zera sekund zmniejszono czas zahamowania, zwiększona została szybkość polimeryzacji oraz wzrósł procent konwersji.
W zastosowaniach o charakterze przemysłowym dokonywanych na płytach na bazie drewna, duże zainteresowanie budzi obniżenie temperatury pracy w celu zachowania struktury drewna i nie prowokowania zjawisk pasożytniczych (takich jak odgazowanie lub ekstrakcja związków fenolowych). Dlatego też najbardziej korzystnymi mogą być temperatury pomiędzy 70 i 90°C. Ponadto, obniżenie temperatury miałoby korzystny wpływ z punktu widzenia ochrony środowiska i gospodarki.
Jako że reaktywność preparatu A0 pozostaje bardzo niska w temperaturze 70°C, poniższy rozdział próbuje podkreślić wartość zwiększenia stężenia (met)akrylanu i funkcyjności w celu uzyskania dostatecznej reaktywności w tak umiarkowanej temperaturze. Bez względu na typ żywicy w stanie stałym, dodanie monomerów akrylanowych umożliwia zwiększenie szybkości polimeryzacji, ale zaobserwowany wzrost ostatecznej konwersji jest stosunkowo ograniczony (patrz tabela 5).
Włączenie tetraakrylanu prowadzi do uzyskania zjawiska zeszklenia. Zakłada się, że pewne miejsca reaktywne mogą zatem być uwięzione w strukturach usieciowionych i prowadzić do powstania mikrożelu. Zbadano więc, w jaki sposób takie niejednorodne struktury mogą mieć wpływ na jakość powłoki lakierniczej, gęstość węzłów poprzecznych usieciowienie i właściwości wytrzymałościowe.
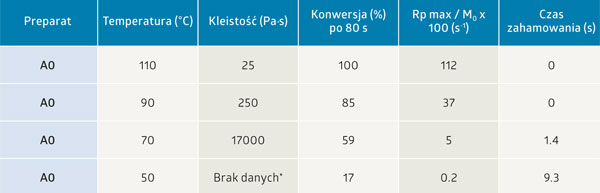 Tabela 4. Wpływ temperatury na fotopolimeryzację
Tabela 4. Wpływ temperatury na fotopolimeryzacjęCharakterystyka usieciowionych struktur
Do badania Dynamicznej Analizy Mechanicznej (DMA) i testu w MEK potrzebne były większe próbki. Ich utwardzenie przeprowadzono pod konwejerem IR/UV (przedsiębiorstwa Qurtech):
10 przejść w czasie 5 m • min-1 pod lampami IR (5 lamp Solaronics 4 kW ), 1 przejście 10 m • min-1 pod mikrofalową lampą Fusion wyposażoną w żarówkę H (0,37 s; 1,312 J • cm-2).
Moduł zachowawczy (E’) oraz tangens delta (stosunek pomiędzy modułem stratności E” i modułem zachowawczym E’) wolnych warstw (30 mm x 5 mm) badany był w odniesieniu do temperatury zakresu od 0 do 200°C (w temperaturze 3°C • min-1) za pomocą urządzenia „Q800” DMA z TA Instruments. Doświadczenia przeprowadzono w stanie naprężenia przy amplitudzie drgań 10 µm i częstotliwości 1 Hz.
W celu oceny gęstości usieciowienia, liczbową średnią masę cząsteczkową pomiędzy wiązaniami poprzecznymi (Mc) określa się zgodnie z równaniem 2. Te dwa parametry zostały skorelowane odwrotnie.













