



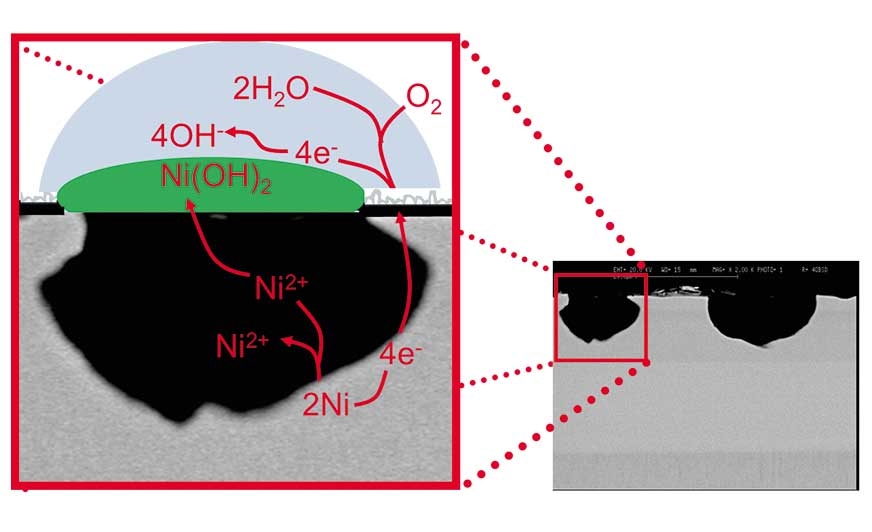
Rysunek 1. Mechanizm korozji dekoracyjnych warstw Cr w środowisku testu NSS.Redukcja (odtlenienie): O2 + 2 H2O + 4e- → 4 OH- Utlenianie: 2 Ni → 2 Ni2+ + 4e-
możliwe jest osiągnięcie porównywalnie dobrej ochrony przed korozją przy pomocy powłok Cr z elektrolitów trójwartościowych i sześciowartościowych poprzez optymalizację grubości warstwy półmatowego, jasnego i mikroporowatego Ni oraz Cr i optymalizację potencjalnych różnic (kroków) pomiędzy półmatową i jasną warstwą Ni oraz pomiędzy warstwą jasną i mikroporowatą warstwą Ni. W takim przypadku, dla powłok TriChrome® nie jest konieczne stosowanie żadnej obróbki wtórnej.
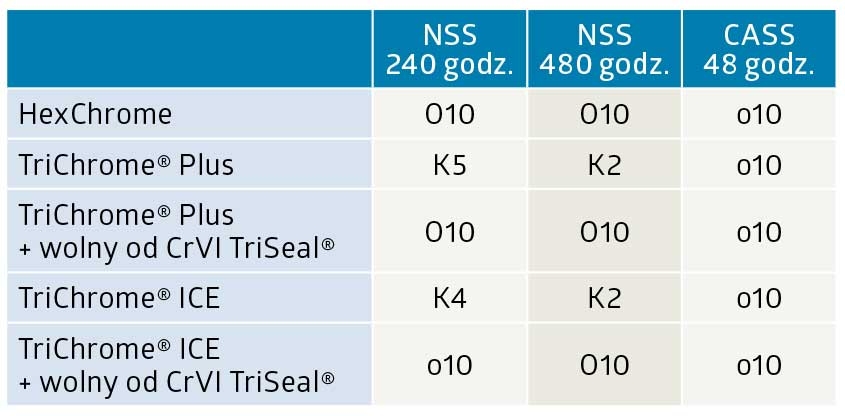
Warunki robocze, które były skuteczne dla powłok TriChrome® w celu spełnienia wymagań testu CASS, nie są wystarczające dla testu NSS. Wyniki uzyskane z różnych warstw powłok Cr platerowanych na górze: półmatowego, jasnego i mikroporowatego Ni zostały zestawione w tabeli 1. Pomimo dobrych wyników w przypadku testu CASS, w przeszłości po obróbce wtórnej bez CrVI (TriSeal® IN), wyniki NSS były słabo niezależne od tego czy zastosowano elektrolit zawierający Cl (TriChrome® Plus) lub wolny Cl (TriChrome® ICE).
Wyniki dla TriChrome® Plus i TriChrome® ICE z powłokami platerowanymi na górze przy pomocy półmatowej, jasnej i mikroporowatej warstwą Ni z zastosowaniem najnowszej technologii TriSeal® wolnej od chromu sześciowartościowego zestawiono w tabeli 2. Wyniki testów komory solnej dla obu technologii TriChrome® wykazują wyraźną poprawę, jeśli połączone są z najnowszą technologią TriSeal® wolną od chromu sześciowartościowego. Natomiast wyniki Cass nie zmieniły się. Wyniki dla kombinacji jasnej powłoki Ni oraz TriChrome® Plus i jasnej warstwy Ni oraz TriChrome® ICE zestawiono w tabeli 3. Również wyniki NSS dla obu technologii TriChrome® wykazują znaczącą poprawę w połączeniu z najnowszą TriSeal® wolną od chromu sześciowartościowego. Porównanie wyników z tabeli 2 oraz tabeli 3 po raz kolejny pokazuje, że wprowadzenie półmatowego i mikroporowatego Ni (tabela 2) nie poprawia testu odporność NSS w porównaniu z technologią z jedną jasną warstwą Ni (tabela 3). Poprawa jest wyłącznie powiązana z zastosowaniem TriSeal® z obróbką wtórną.
Podsumowując, najnowsza technologia TriSeal® wolna od CrVI wyraźnie poprawia wyniki testu komory solnej NSS dla powłok z TriChrome® Plus i TriChrome® ICE, aby spełnić wymagania przemysłu motoryzacyjnego, branży sanitarnej i zastosowań dekoracyjnych na podłożach z tworzyw sztucznych i metalu.
dr Philipp Wachter, dr Philip Hartmann
Atotech Deutschland GmbH, Berlin, Niemcy














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}