




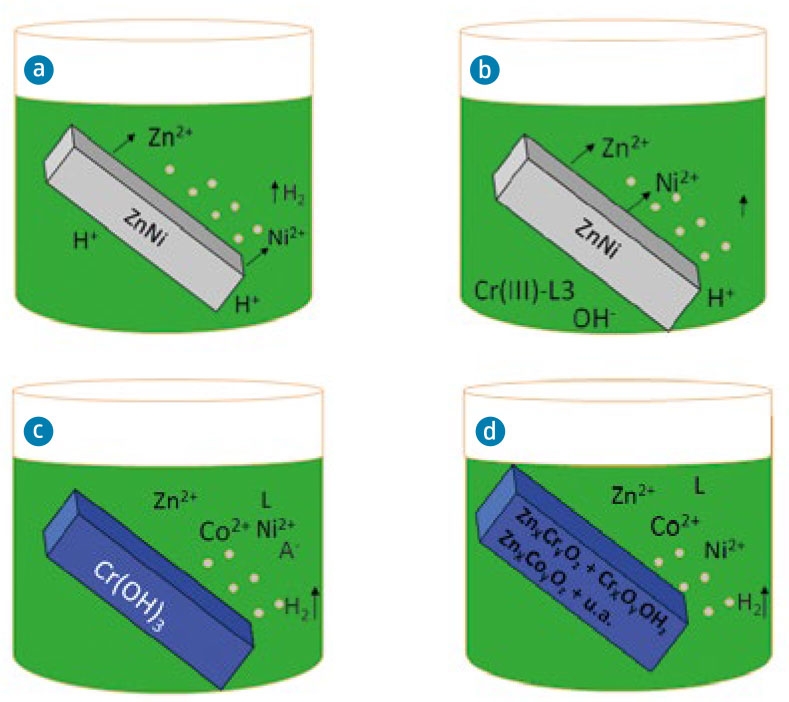
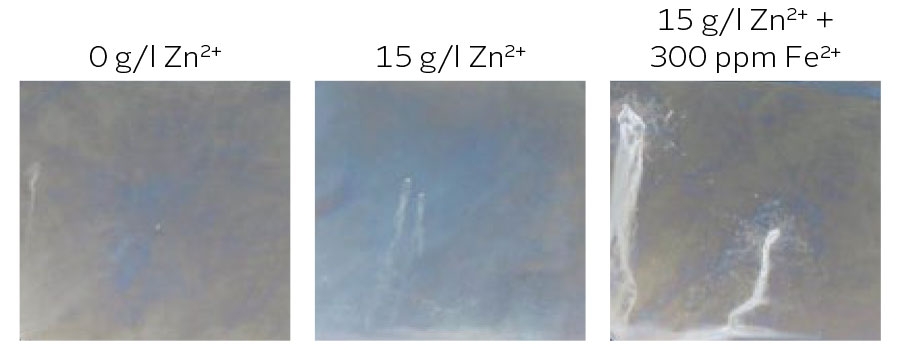
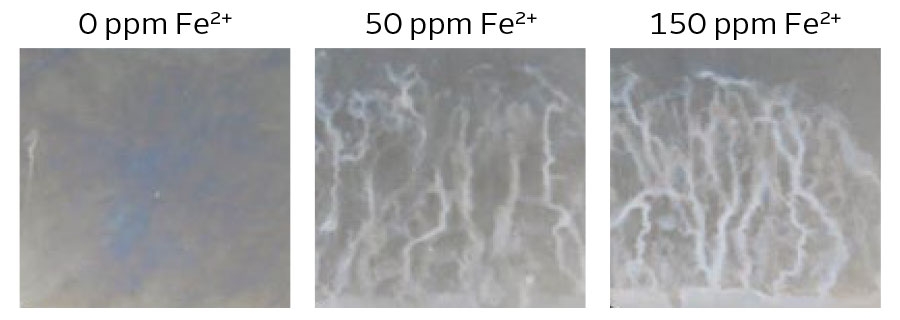
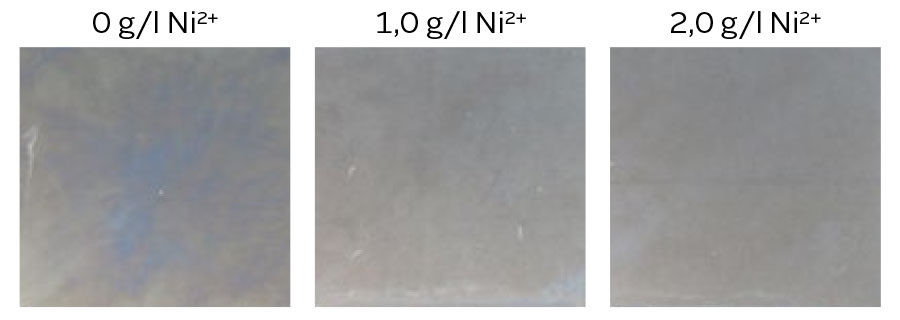
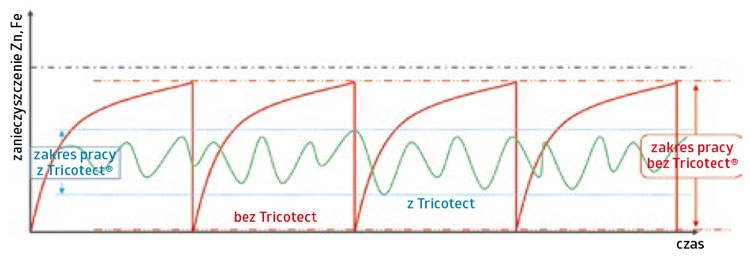
Różnice w tworzeniu warstwy konwersyjnej spowodowane nieefektywnym mieszaniem.
Właściwości ochronne
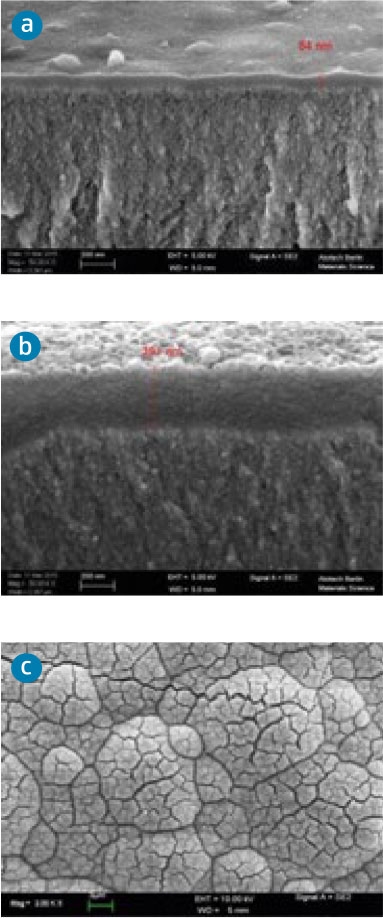
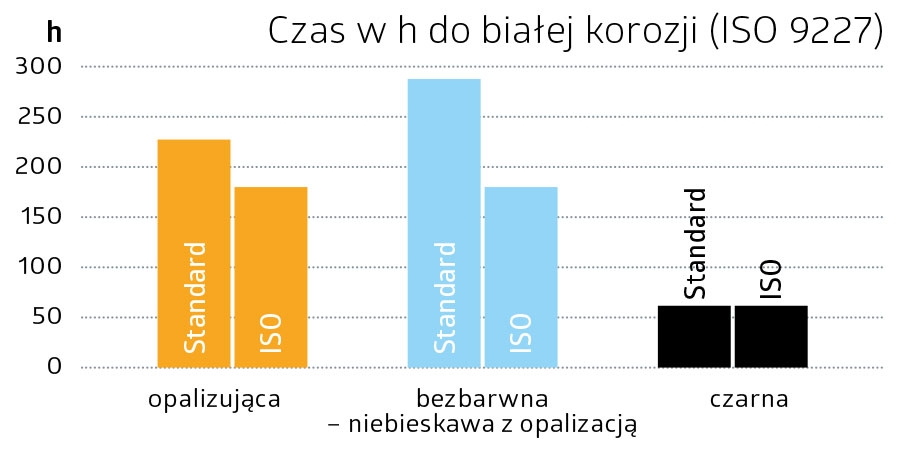
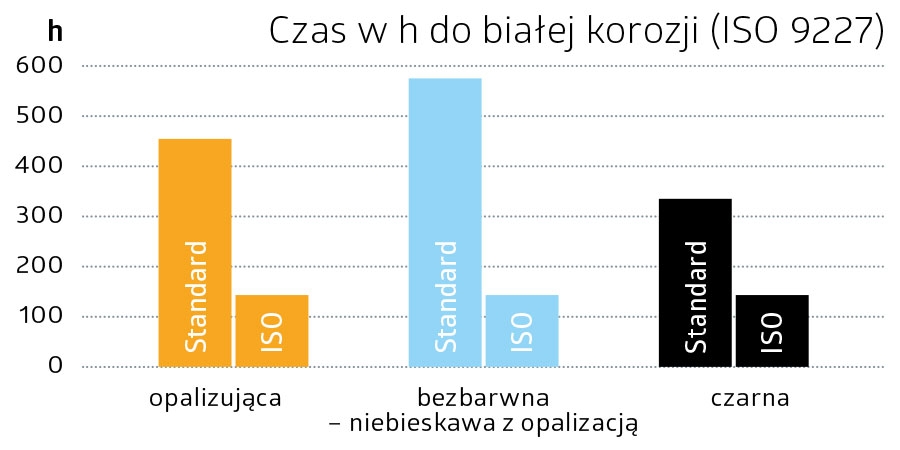
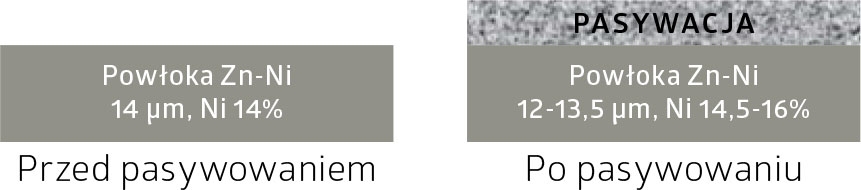
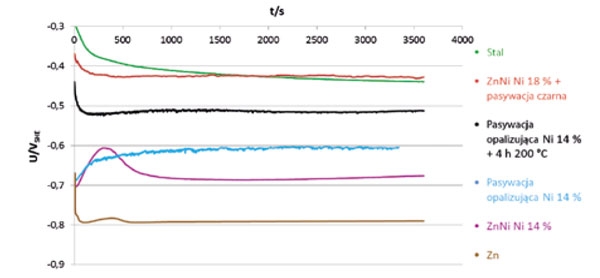
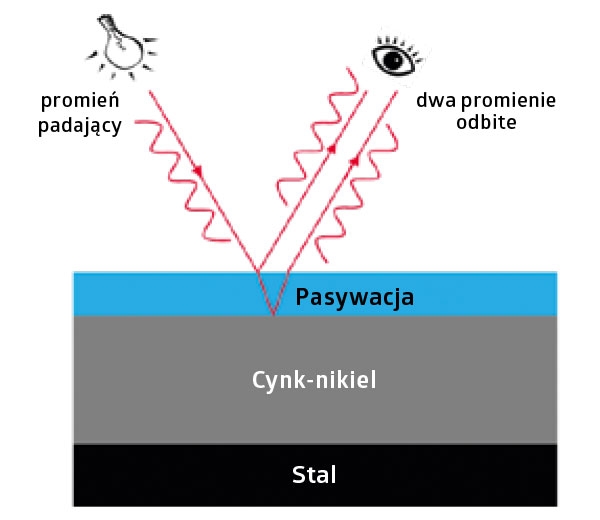
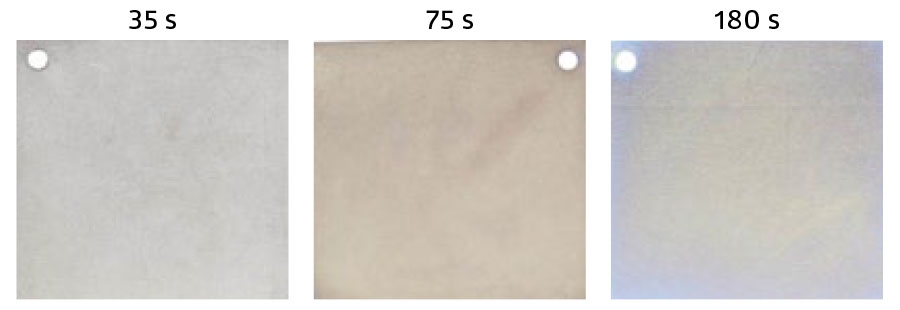
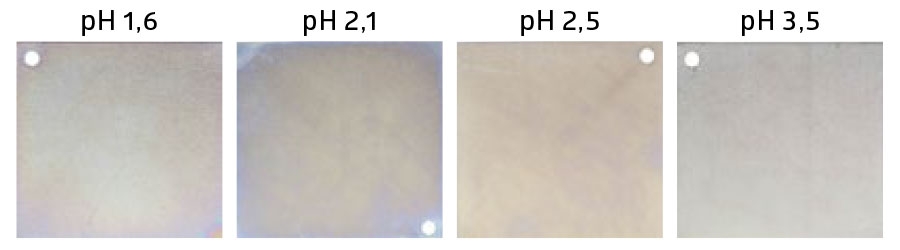
W zależności od grubości i rodzaju wbudowanych kationów metali można uzyskać warstwę bezbarwną, niebieską, opalizującą (ze wzrostem grubości powłoki) lub czarną (czarne tlenki metali, porowata powierzchnia, silne pochłanianie światła). Dla uzyskania odporności korozyjnej znaczenie ma nie tylko grubość powłoki, ale i stopień spękania. Niebieska powłoka konwersyjna (rys. 3a) o grubości 50-100 nm i strukturze zwartej i mniej spękanej powierzchni może dawać odporność korozyjną charakterystyczną dla pasywacji opalizującej o grubości 250-400 nm (rys. 3b). Norma ISO 19598 [3] podaje minimalne odporności korozyjne powłok konwersyjnych. W praktyce odporności te są z łatwością osiągane, a nawet przekraczane (rys. 4).
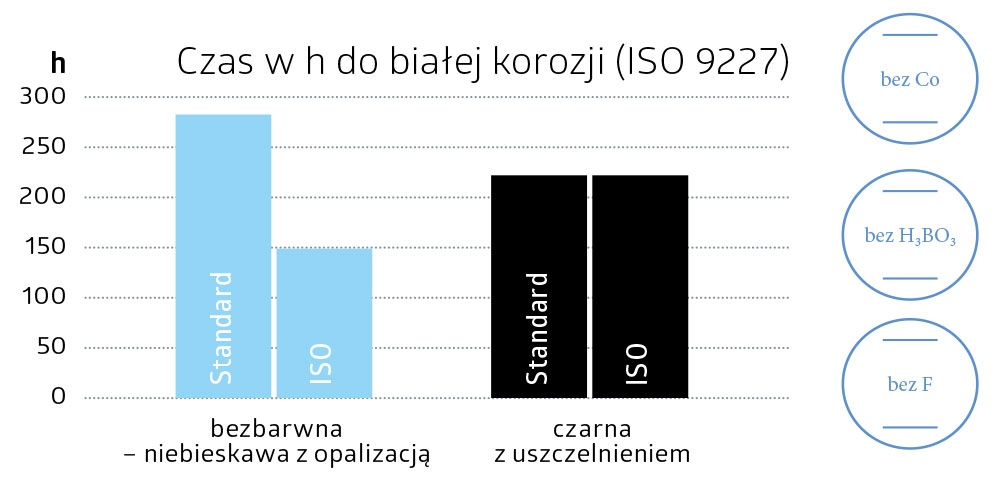
Dla powłok bezbarwnych (bezbarwne do niebieskawych) wymagana odporność korozyjna do białej korozji (oznaczanie wg ISO 9227) zgodnie z ISO 19598 w układzie bębnowym wynosi 120 h, a zawieszkowym 192 h, dla powłok opalizujących 120 h (bęben) oraz 192 h (zawieszka). Przy minimalnej grubości powłoki cynk-nikiel ≥8 lub ≥12 µm osiągana odporność do korozji podłoża >720 h (ISO 9227), co spełnia wymagania ISO 19598. Aby spełnić wymagania odpornościowe do białej korozji dla czarnej powłoki konwersyjnej, konieczne jest zastosowanie uszczelniacza (rys. 5).
Aspekty ekologiczny i ekonomiczny
Niektóre składniki wchodzące w skład obecnie stosowanych pasywacji budzą wątpliwości w aspekcie ekologicznym. Kwas borowy czy kobalt w wielu krajach są zakazane. Obawy wzbudzają także fluorki, które sprawiają kłopoty w oczyszczaniu ścieków. Od kilku lat dostępne są zamienniki procesów niezawierające ww. substancji, a charakteryzujące się porównywalną lub nawet lepszą odpornością korozyjną (rys. 6).
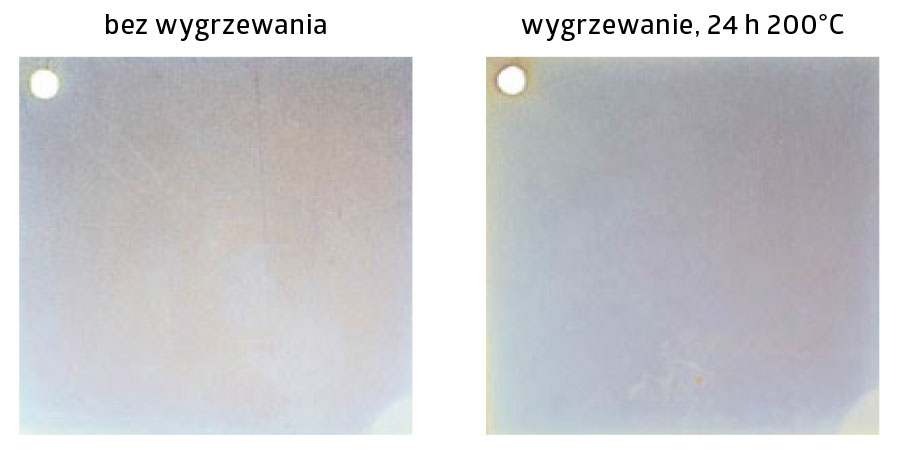
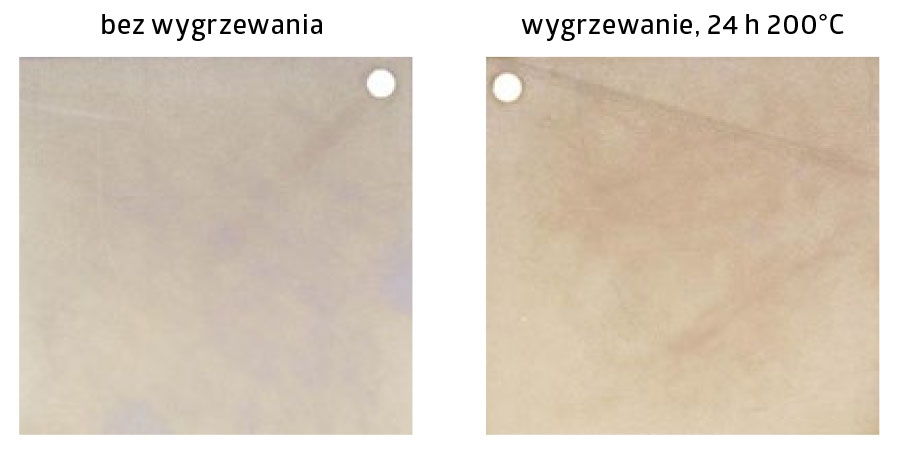
Przy obróbce elementów utwardzanych (np. śrub wysokiej klasy wytrzymałości 10.9) konieczne jest odwodorowanie przez wygrzewanie. W zdecydowanej większości przypadków proces ten prowadzony jest poza linią galwaniczną. Elementy pokryte powłoką cynk-nikiel muszą być wysuszone, wygrzane i ponownie wprowadzone na linię galwaniczną celem dalszej obróbki. Aby skrócić ten proces możliwe jest zastosowanie pasywacji odpornych na wygrzewanie. Uzyskane warstwy konwersyjne nie odbarwiają się po procesie wygrzewania i nie tracą odporności korozyjnej (rys. 7, 8). Dzięki temu możliwe jest odwodorowanie po kompletnym procesie galwanicznym.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}