




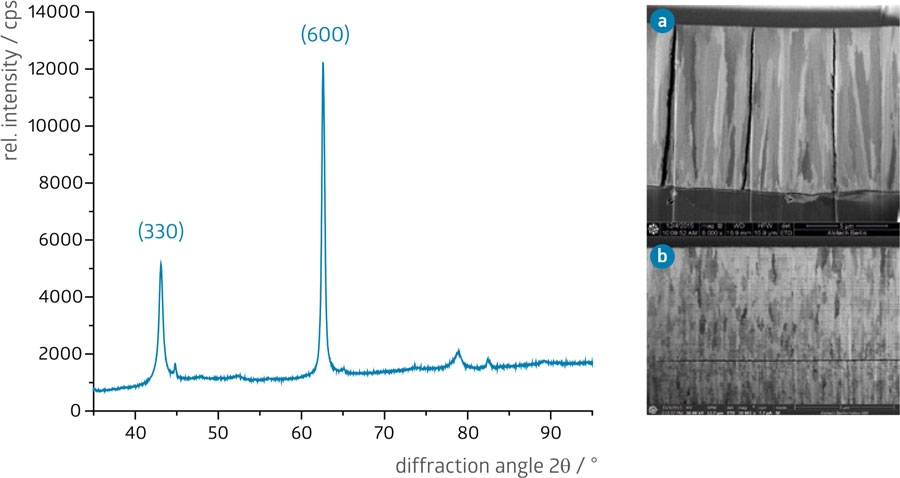
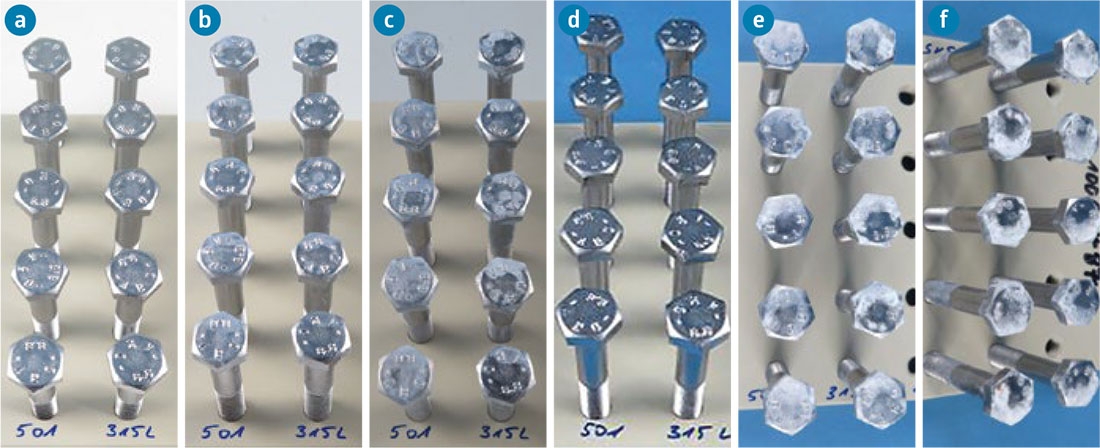
Elementy pokryte w procesie Zinni® 220 przy 1,2 A/dm² poddane testowi przyczepności.
Szybkość nakładania i rozkład grubości w aplikacji bębnowej
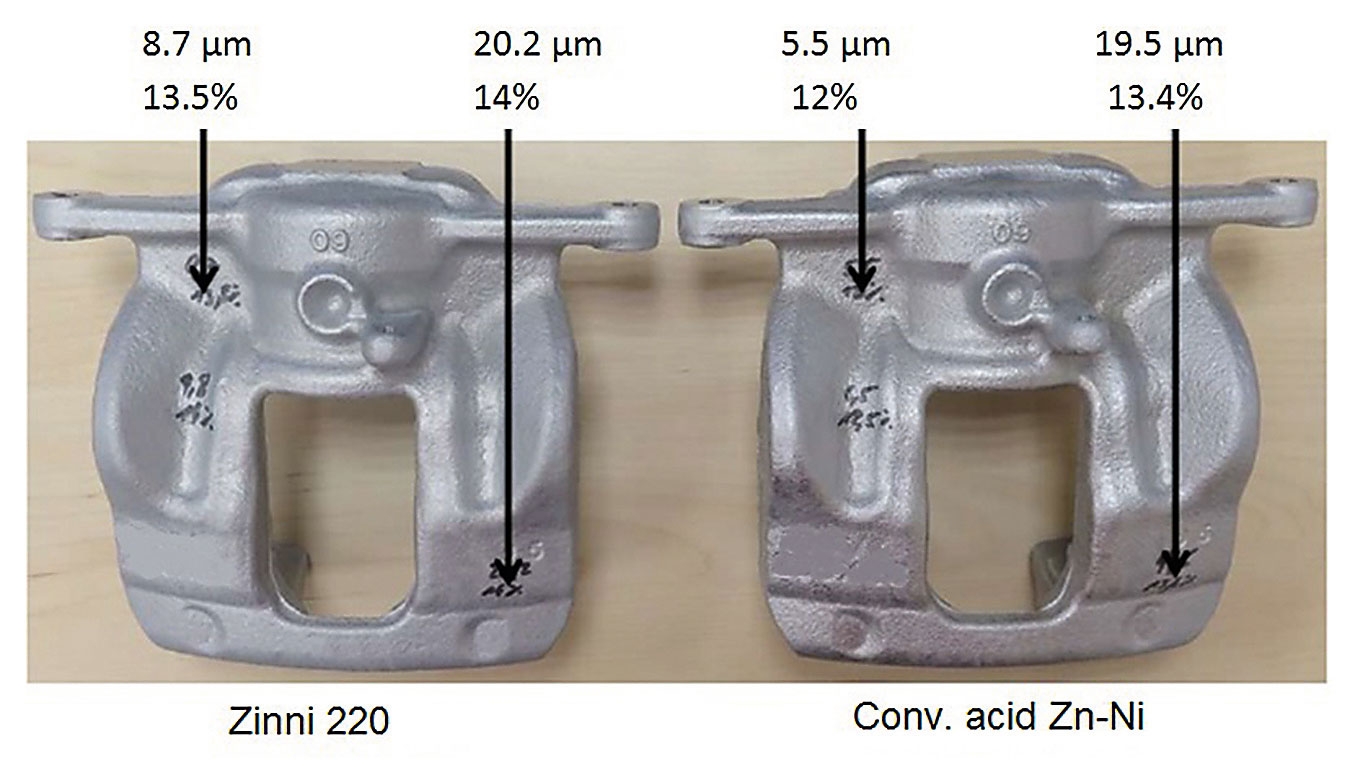
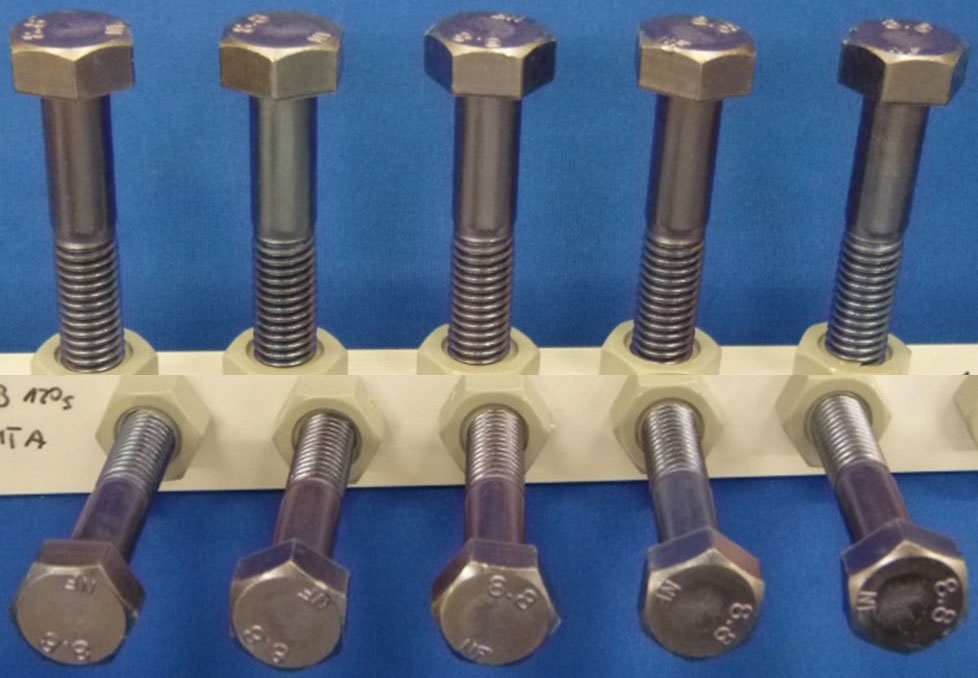
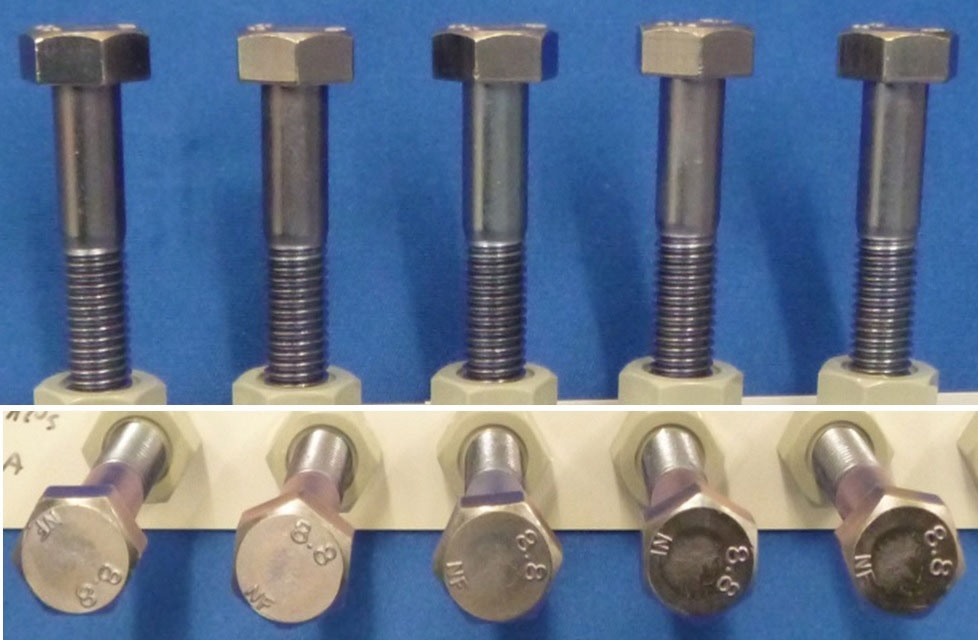
Celem przedstawienia zalet nowego procesu kwaśnego ZnNi, śruby M8 × 70 pokryto w elektrolitach ZnNi kwaśnych oraz alkalicznym w aplikacji bębnowej. Czas obróbki i gęstość prądowa w każdym procesie były takie same. Zdjęcie pokrytej śruby przedstawiono na rysunku 4.
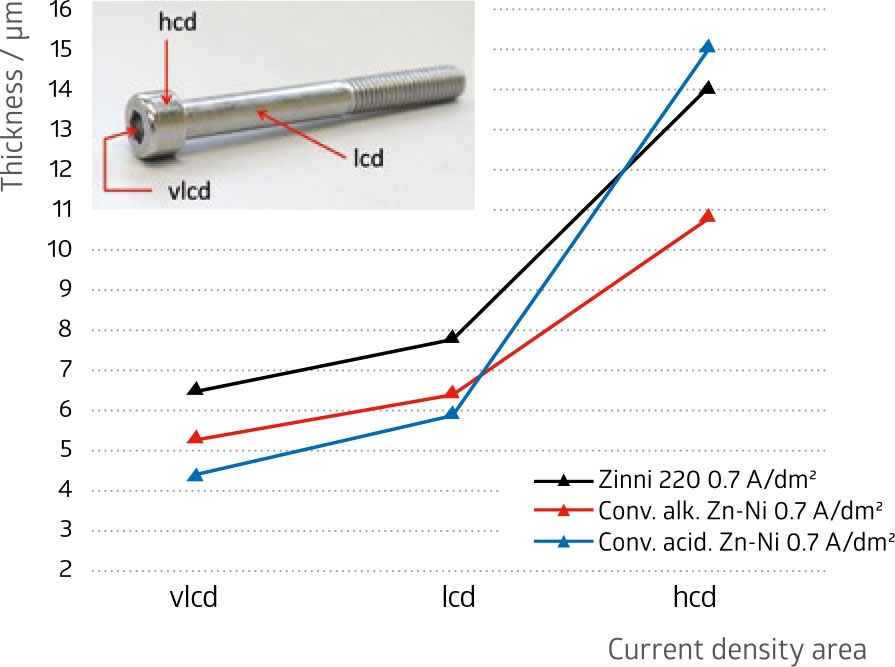
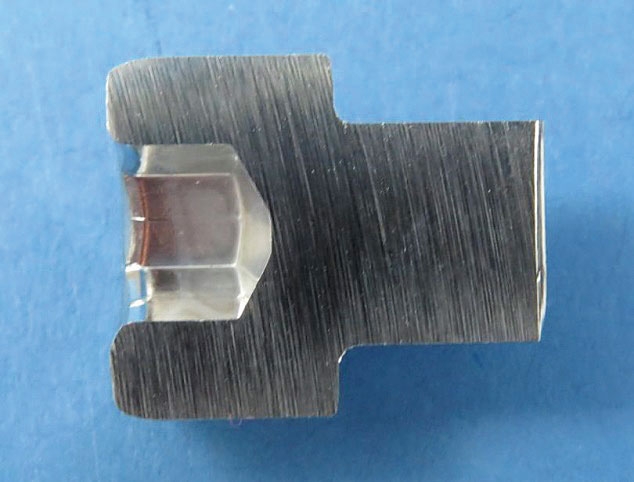
Aby przeprowadzić szczegółowy pomiar grubości, śruby pokryte w różnego rodzaju elektrolitach przy prądzie 0,5 A/dm² przecięto i zbadano elektronowym mikroskopem skaningowym SEM. Punkty pomiarowe przedstawiono na rys. 5.
Pomiary zebrano w tabeli 1.
 Tabela 1. Porównanie grubości powłoki uzyskanej z różnych elektrolitów przy 0,5 A/dm² w różnych punktach przedstawionych na rys. 5.
Tabela 1. Porównanie grubości powłoki uzyskanej z różnych elektrolitów przy 0,5 A/dm² w różnych punktach przedstawionych na rys. 5.
Porównując otrzymane wyniki widać, że szybkość krycia w obszarze niskich gęstości prądowych nowego procesu kwaśnego ZnNi jest wyższa niż procesu alkalicznego. Ponadto grubość w obszarze wysokich gęstości prądowych jest porównywalna dla procesów Zinni® 220 oraz alkalicznego, co sprawia, że rozkład grubości procesu Zinni® 220 jest zauważalnie lepszy. Zarówno rozkład grubości między obszarami niskich i wysokich gęstości prądowych oraz grubość powłoki w obszarze niskich gęstości prądowych konwencjonalnego procesu ZnNi kwaśnego są gorsze w porównaniu do pozostałych dwóch systemów.
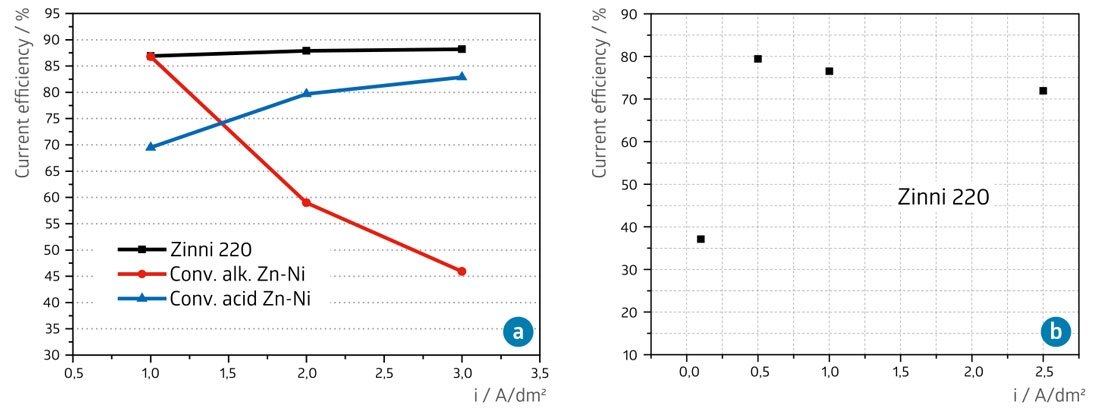
Jedną z największych zalet kwaśnego procesu ZnNi jest wysoka sprawność prądowa. Porównano sprawność świeżych elektrolitów do cynko-niklowania dla różnych gęstości prądowych. Jak widać na rys. 6,
grawimetrycznie zmierzona sprawność elektrolitów kwaśnych i alkalicznych jest wysoka w bardzo niskich gęstościach prądowych. Zachowanie tych dwóch typów elektrolitów zmienia się diametralnie przy wzroście gęstości prądowych. W wyższych gęstościach prądowych sprawność elektrolitów alkalicznych spada do 40-50% (słabo widoczne na wykresie), podczas gdy sprawność elektrolitów kwaśnych wzrasta, osiągając ok. 90%. Zjawisko to zostało również zaobserwowane przez Müllera i wsp. [6]. Należy pamiętać, że sprawność starych elektrolitów (wyższe stężenie metali i chlorków) różni się od sprawności elektrolitów świeżo sporządzonych. Doświadczenia pokazują, że sprawność elektrolitów kwaśnych może być utrzymana na poziomie 90% (tak długo jak stężenie metali i chlorków nie osiągnie granicy przewodności). Z drugiej strony sprawność elektrolitów alkalicznych stabilizuje się na poziomie 40-50% (w wyniku przyrastania węglanów i aglomeracji produktów rozkładu dodatków organicznych) i zależy głównie od gęstości prądu, stężenia cynku i dodatków organicznych.
W samym procesie Zinni®
220 dodatkowo zbadano wydajność prądową metodą elektrochemiczną zależnie od gęstości prądu (rys. 6b). Wyniki potwierdzają dane uzyskane metodą grawimetryczną. W bardzo niskich gęstościach prądowych sprawność procesu kwaśnego jest niska – ok. 40% przy 0,1 A/dm². Jednak po osiągnięciu 0,5 A/dm² sprawność osiąga więcej niż 90% i utrzymuje się na tym poziomie wraz ze wzrostem gęstości prądu. Należy pamiętać, że wartości te dotyczą świeżo sporządzonych elektrolitów zawierających stosunkowo niskie stężenia metali i chlorków. Zwiększenie stężenia jonów Zn2+ oraz Ni2+ , a także jonów Cl- będzie prowadziło do zwiększenia sprawności kwaśnych elektrolitów ZnNi. Zebrane dane (nie przedstawione tutaj szczegółowo) dla procesów Zinni® 220 oraz konwencjonalnego kwaśnego zawierających 26 g/l Zn, 31 g/l Ni oraz 170 g/l chlorków wykazują sprawności na poziomie 93% oraz 89% dla obu elektrolitów przy gęstościach prądu odpowiednio 2,5 A/dm² oraz 0,7 A/dm².














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}