




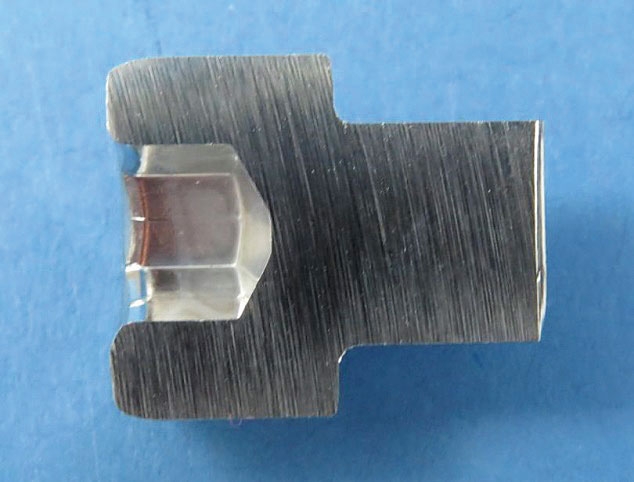
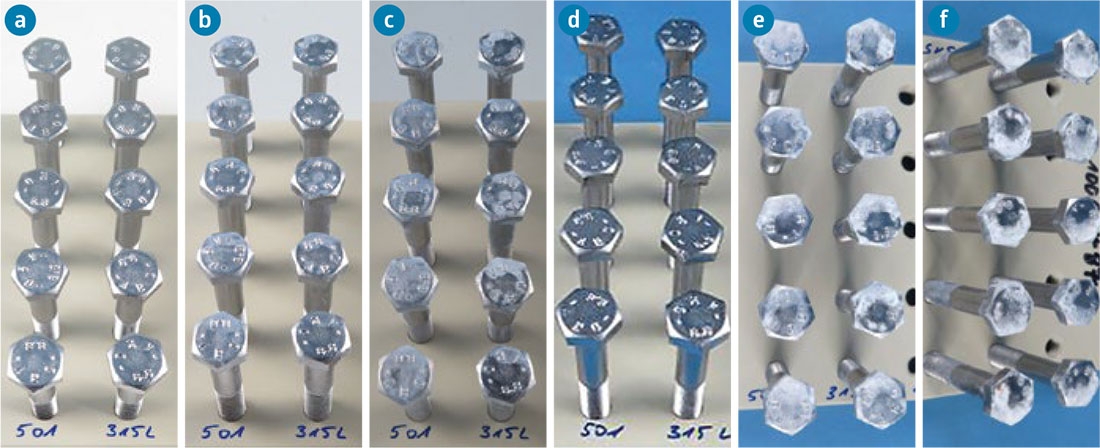
Elementy pokryte w procesie Zinni® 220 przy 1,2 A/dm² poddane testowi przyczepności.
Do układów zawieszkowych i bębnowych
Zapotrzebowanie branży motoryzacyjnej na powłoki cynku-niklu wciąż rośnie. Dużą popularnością cieszą się przede wszystkim powłoki stopowe zawierające 12-15% niklu ze względu na wysoką odporność korozyjną oraz wyższą odporność na ścieranie i wysokie temperatury w porównaniu z powłokami cynkowymi lub innymi stopowymi.
Mimo wielu zalet, procesy kwaśnego cynku-niklu uchodzą za nienadające się do pokrywania elementów obrabianych w bębnach lub o skomplikowanym kształcie. Uważa się, że tego typu aplikacja zarezerwowana jest dla procesu alkalicznego.
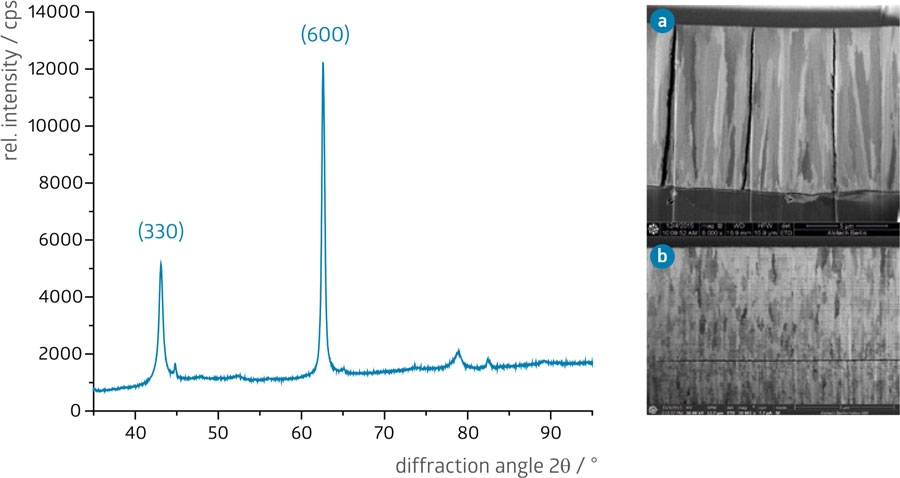
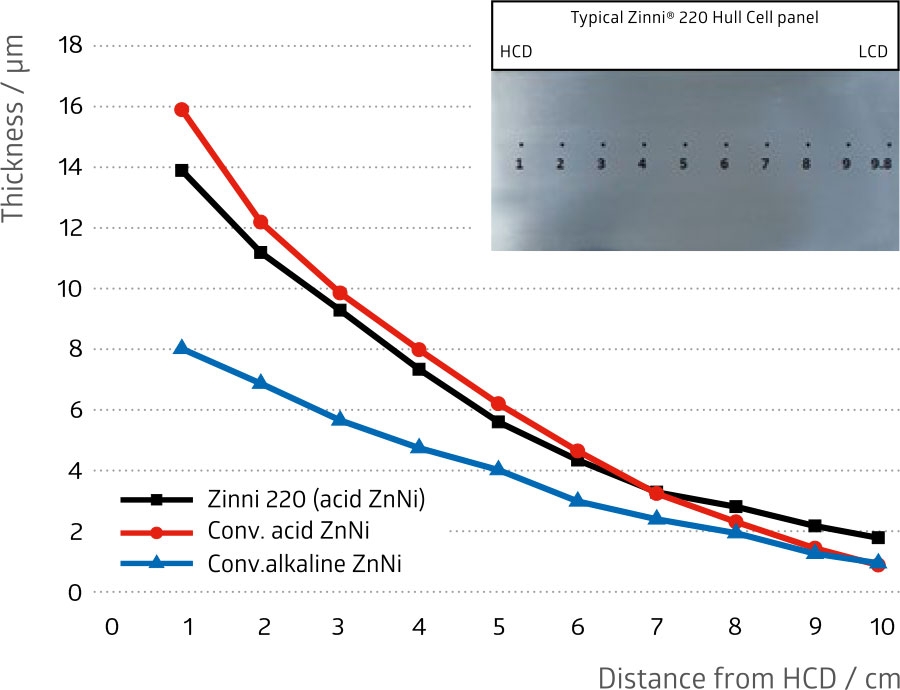
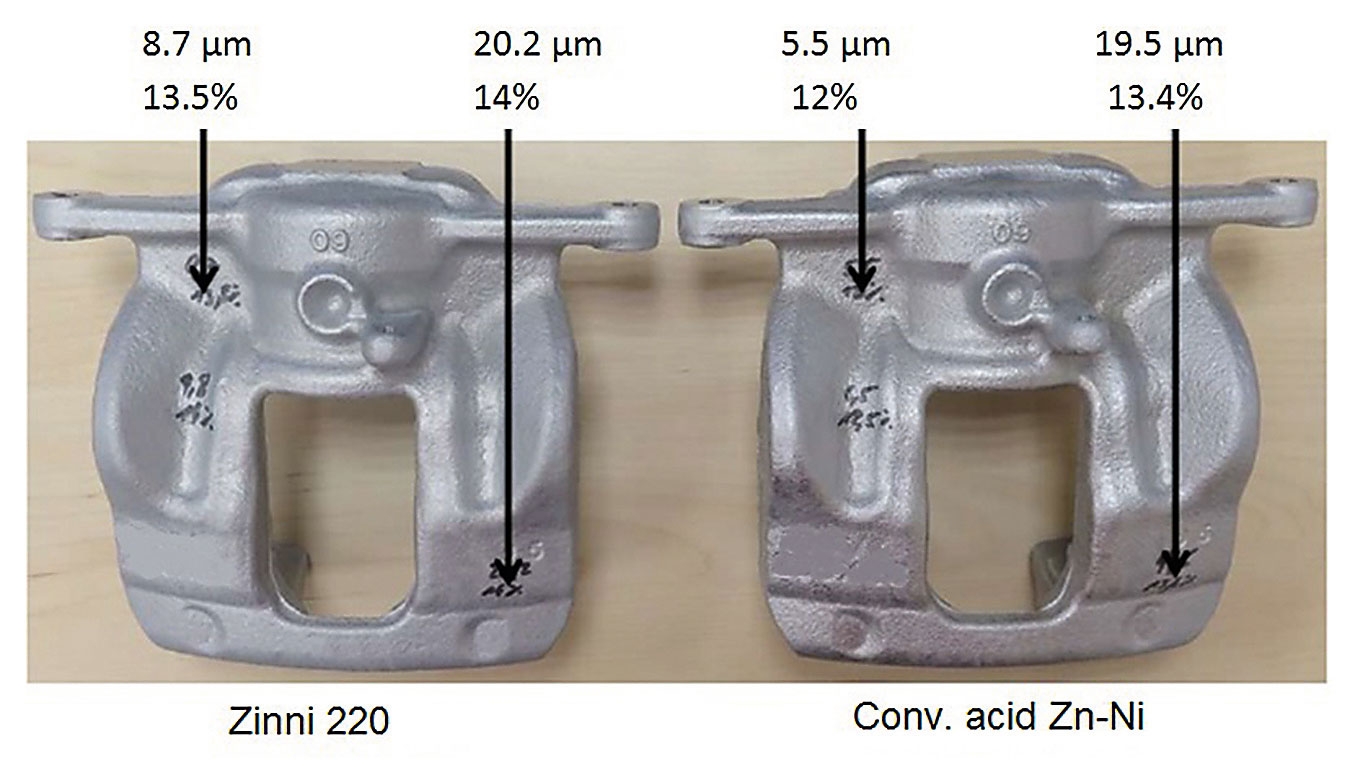
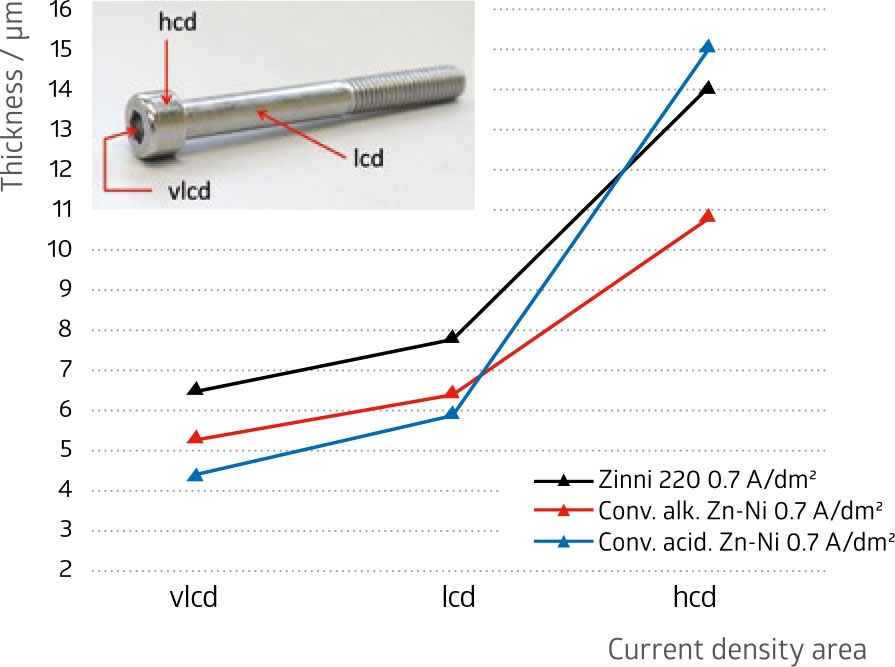
W tym artykule przedstawiamy wyniki badań procesu cynku-niklu niezawierającego amonu oraz kwasu borowego, testowanego w układzie zawieszkowym oraz bębnowym. Sprawdzono odporność korozyjną z zastosowaniem różnych uszczelniaczy. Ponadto analizowano strukturę fazową oraz budowę powłoki z użyciem technik XRD oraz FIB. Badano rozkład grubości oraz stężenie niklu w powłoce i porównano z powłokami uzyskanymi w elektrolitach alkalicznych.
Wprowadzenie
Wszystkie procesy cynk-nikiel można podzielić na dwie grupy: kwaśne oraz alkaliczne. Poza wieloma zaletami stosowania systemów kwaśnych, takimi jak wysoka sprawność prądowa, wysoka produktywność, możliwość bezpośredniego pokrywania żeliwa oraz niższy koszt, wciąż uważa się, że w wielu zastosowaniach lepszym rozwiązaniem jest proces alkaliczny. Takie przekonanie wynika głównie z lepszego rozkładu grubości, co predysponuje procesy alkaliczne do pokrywania elementów o skomplikowanych kształtach lub obrabianych w bębnach.
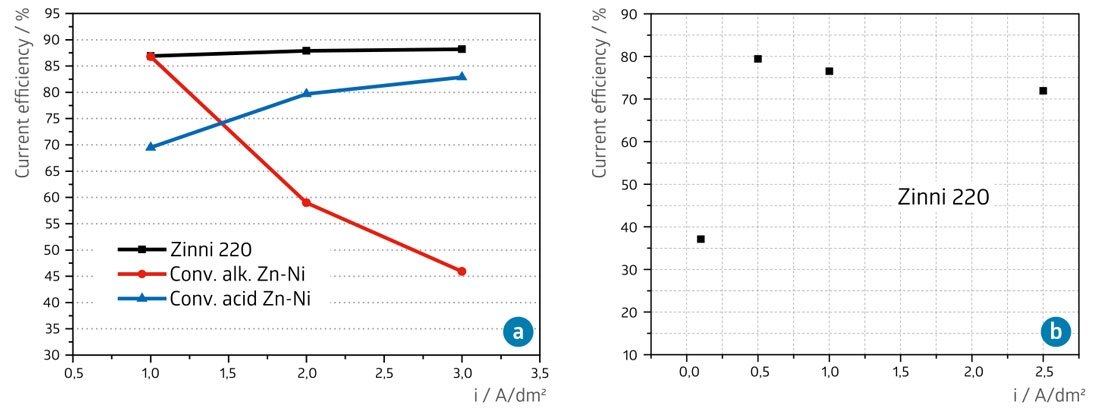
Poniżej przedstawiamy nowy proces kwaśnego cynku-niklu Atotech Zinni® 220, który ze względu na wysoką sprawność prądową i doskonały rozkład grubości może stanowić zamiennik dla procesów alkalicznych i tym samym otwierać nowe możliwości aplikacji kwaśnych elektrolitów cynko-niklowych, aby poprawić jakość i produktywność. Proces ten będzie porównywany z procesami: konwencjonalnym cynk-niklem kwaśnym oraz
cynk-niklem alkalicznym.
Doświadczenie
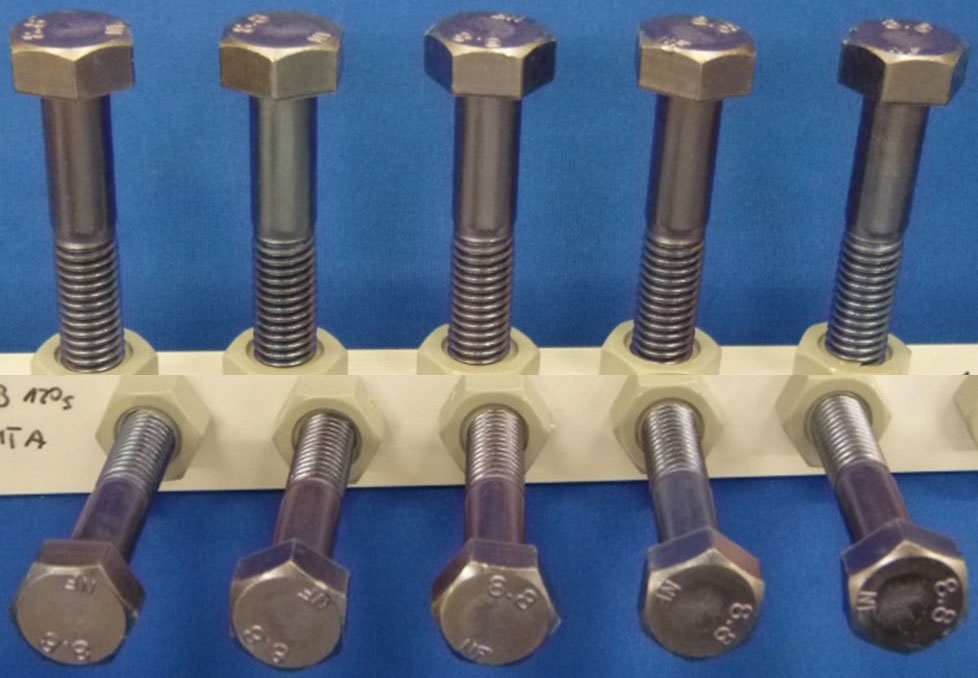
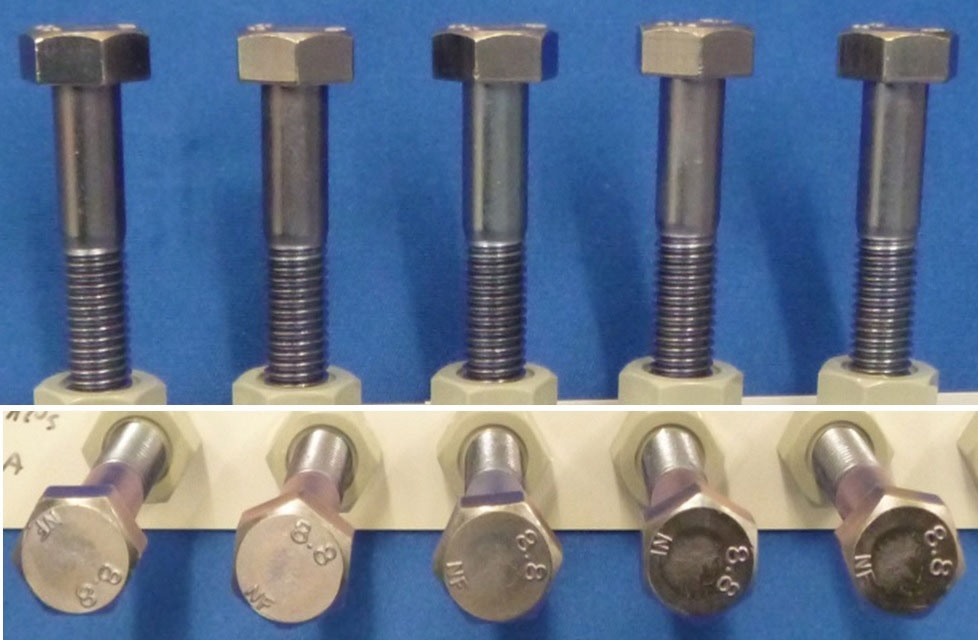
Do badań powłok cynk-nikiel użyto paneli komórki Hulla. Panele pokrywano w komórce o objętości 250 ml w czasie 15 minut przy prądzie 1 A. Dodatkowo, dla porównania, w bębnie pokryto śruby M8x70 przy prądach od 0,5 do 1,5 A/dm², a na zawieszkach żeliwne zaciski hamulcowe.
Powłoki cynk-nikiel otrzymano z elektrolitów Zinni® 220 oraz konwencjonalnych procesow kwaśnego i alkalicznego ZnNi:
- Zinni® 220 (nowa generacja procesu kwaśnego ZnNi niezawierająca amonu i kwasu borowego)
- 20 g/l cynku, 160 g/l chlorków, 25 g/l niklu, 90ml/l Zinni® 226, 5 ml/l Zinni® 221, 1 ml/l Zinni® 222, 10 ml/l Zinni® 224, 90 ml/l Zinni® 226 and 4 ml/l Zinni 227 - alkaliczny proces ZnNi
- 8 g/l cynku, 120 g/l NaOH, 12,5 ml/l dodatku zawierającego nikiel, 100 ml/l dodatku kompleksującego, 1,5 ml/l wybłyszczacza - konwencjonalny proces ZnNi niezawierający amonu oraz kwasu borowego
- 20 g/l cynku, 160 g/l chlorków, 25 g/l niklu, 10 ml/l dodatku kompleksującego, 7,5 ml/l wybłyszczacza, 20 ml/l zwilżacza oraz 90 ml/l buforu.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}