




Fot. 1. Widok ocynkowanej ogniowo konstrukcji wykonanej z profili, dwuteowników i blach. Powłoka na profilu posiada metaliczny połysk i grubość 60-70 µm, powłoka na kształtowniku hutniczym jest miejscami matowoszara, a jej grubość wynosi 150-180 µm.
Niby prosta technologia, a problemy wciąż występują…
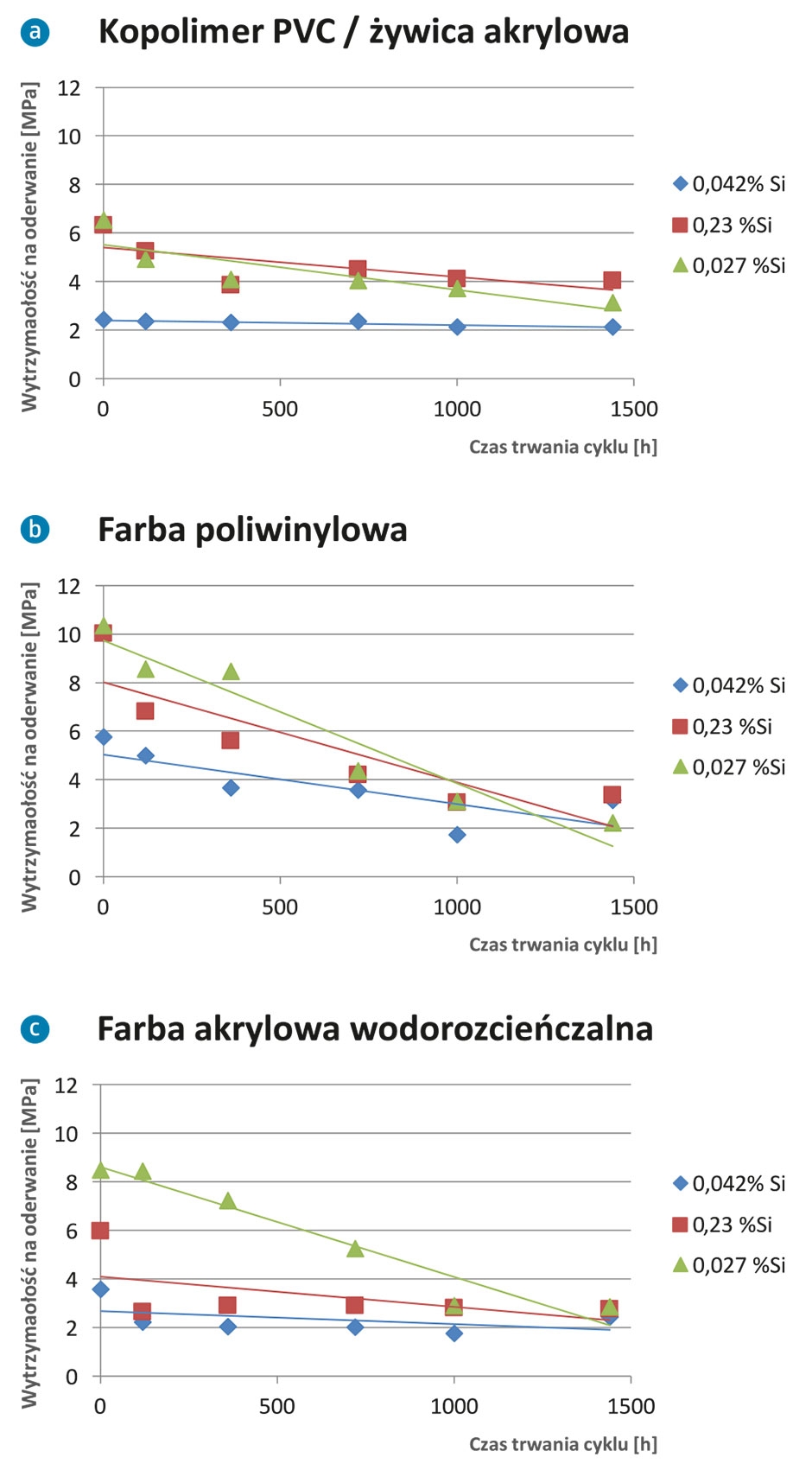
Adhezja powłoki lakierowej do ocynkowanego podłoża wykazuje dużą zmienność. Na podstawie badań stwierdzono, że duży wpływ na przyczepność powłok lakierowych przeznaczonych do stosowania w systemie duplex ma skład cynkowanej stali, determinujący mikrostrukturę uzyskanych powłok cynkowych. Wytwórcy często nie zdają sobie sprawy, jak istotne jest dostosowanie konstrukcji stalowych do cynkowania ogniowego i malowania oraz wybór stali.
W wyniku wieloletnich doświadczeń zgromadzono obszerną wiedzę w zakresie uzyskania odpowiedniej trwałości oraz odporności korozyjnej powłok cynkowych we współpracy z powłokami lakierowymi. Dokonano również właściwego doboru materiałów i parametrów technologicznych procesu wytwarzania systemu duplex oraz określono odpowiednie normy międzynarodowe [1-4].
W praktyce przemysłowej powłoki cynkowe otrzymane na różnych materiałach oraz w kąpielach o zróżnicowanym składzie dodatków stopowych traktowane są jako taki sam materiał podłoża do malowania. Zazwyczaj nie rozróżnia się powłok cynkowych o różnej strukturze, powstałych na stali o zróżnicowanym składzie chemicznym. Nie istnieją także jasne kryteria doboru jakościowego powłok cynkowych pod kątem ich przydatności do malowania.
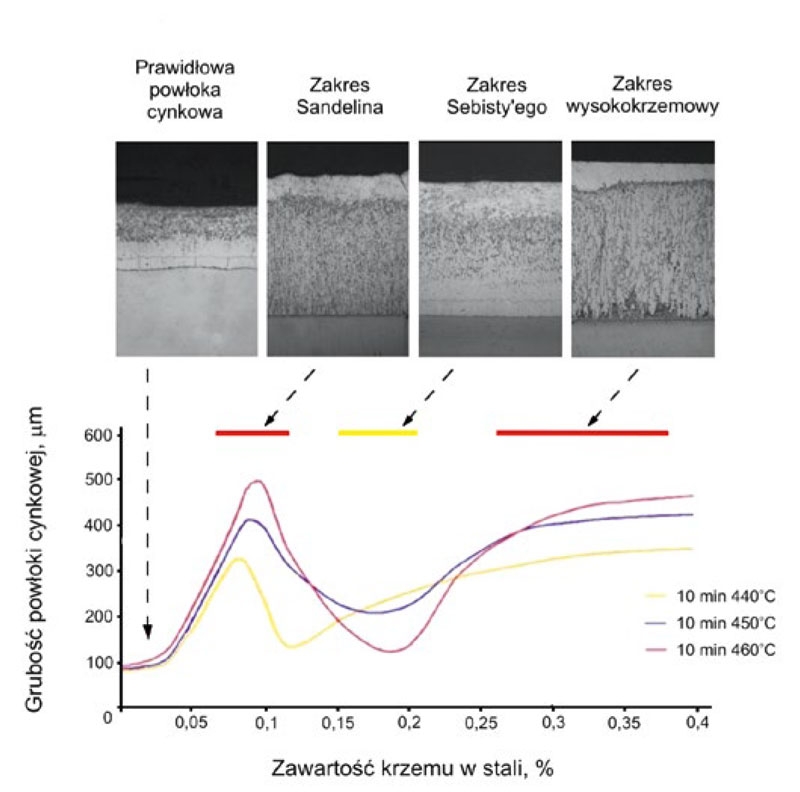
Dlaczego należy wystrzegać się krzemu w stali do cynkowania?
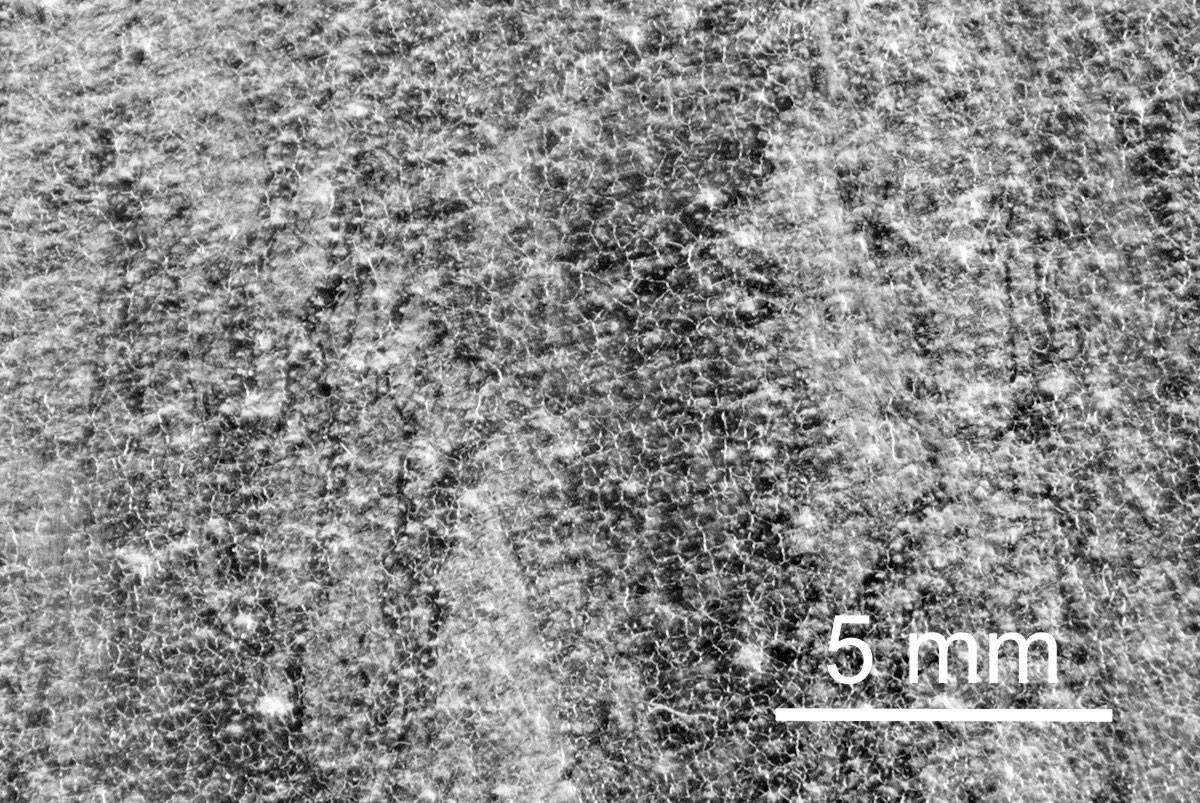
Przebieg tworzenia się ogniowej powłoki cynkowej został omówiony w jednym z poprzednich numerów „Lakiernictwa Przemysłowego” [5]. Proces technologiczny cynkowania ogniowego jest stosunkowo prosty, jednak zjawiska towarzyszące formowaniu się powłoki na powierzchni stali są dość skomplikowane. Dużym problemem w cynkowniach jest też skład chemiczny pokrywanej stali, ponieważ przebieg powstawania powłoki na stopach żelaza bardzo istotnie zależy nawet od niewielkich zmian składu podłoża. Pomimo obowiązujących w tym zakresie norm PN-EN ISO 14713 [1] i PN-EN ISO 1461 [2] wciąż występują przypadki dostarczania do cynkowania materiałów niespełniających warunków technicznych pod względem składu chemicznego. Dotyczy to głównie stali importowanej oraz elementów stalowych pochodzących z rynku wtórnego, przetwarzanych w małych zakładach produkcyjnych, często rzemieślniczych. W takich przypadkach w cynkowniach trudno jest zapewnić odpowiednie właściwości powłoki cynkowej, także z punktu widzenia jej późniejszego malowania. Na fot. 2 przedstawiono widok odwarstwiania się zbyt grubej powłoki cynkowej. W wyniku zastosowania nieodpowiedniego rodzaju stali zawierającej prawdopodobnie krzem powstała powłoka o znacznej grubości ponad 300 µm. Naprężenia wewnętrzne podczas studzenia wywołały spękanie warstwy dyfuzyjnej, co sprzyja odwarstwianiu.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}