




Malowanie proszkowe zbiorników wyrównawczych instalacji hydroforowej
W kwietniu tego roku firma ADAL uruchomiła w firmie REFLEX z siedzibą w Wąbrzeźnie, koło Torunia, linię do malowania proszkowego zbiorników wyrównawczych instalacji hydroforowej. Jest to już piąta lakiernia wybudowana przez firmę ADAL na potrzeby firmy REFLEX.
Firma REFLEX-POLSKA Sp. z o.o. znana jest z systemów stabilizujących ciśnienie w instalacjach ciepłej wody użytkowej oraz wody grzewczej w wielu krajach świata. Program produkcji obejmuje: ciśnieniowe naczynia wzbiorcze, układy stabilizacji ciśnienia sterowane kompresorowo oraz pompowo, układy odgazowujące, pojemnościowe podgrzewacze ciepłej wody, układy uzupełniające ubytki ciepłej wody, zbiorniki buforowe. Nowa malarnia składa się z urządzeń realizujących poniższe procesy: przygotowanie powierzchni (odtłuszczanie, fosforanowanie żelazowe oraz płukanie), suszenie po myciu, aplikacja farby w kabinie malarskiej, utwardzanie farby w piecu polimeryzacji oraz chłodzenie detali.
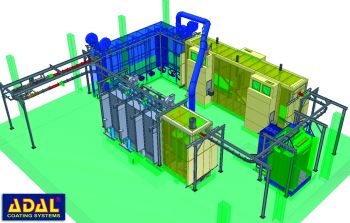
Widok instalacji do malowania.
Linię transportu przedmiotów malowanych stanowi automatyczny przenośnik dwutorowy typu Power&Free. Załadunek przedmiotów na zawieszki odbywa się ręcznie przy udziale pomocniczego sprzętu transportowego. Przenośnik transportuje detale do myjki, gdzie są poddawane natryskowemu odtłuszczaniu, fosforanowaniu i płukaniu. Przedmioty myte, zawieszone na przemieszczanym na przenośniku trawersie, zajmują pozycje w kolejnych strefach myjki. W czasie natrysku element zawieszki z mytym zbiornikiem wykonuje ruch obrotowy, który zapewnia równomierny natrysk płynu na całej powierzchni obrabianego detalu. Przedmioty malowane, po chemicznym przygotowaniu powierzchni, transportowane są do komory suszenia. Ciepłe powietrze doprowadzane jest do suszarki rurociągiem z komory studzenia wyrobów, bądź tłoczone jest z wymiennika ciepła pieca polimeryzacji. Mieszanie powietrza odbywa się za pomocą wentylatora mieszającego. Suszarka posiada budowę panelową, ściany są izolowane warstwą wełny mineralnej. Wyposażona jest w drzwi wejściowe i wyjściowe otwierane automatycznie podczas wjazdu i wyjazdu wyrobów. Nadmiar wilgotnego powietrza usuwany jest z suszarki rurociągiem do wyrzutni dachowej.

Detale do malowania o wadze 500 kg.
Po opuszczeniu suszarki, przedmioty malowane stygną w temperaturze otoczenia, a następnie przesuwane są do gniazda malowania proszkowego, gdzie w kabinie następuje ręczne napylanie farby. Dla ułatwienia nakładania powłoki proszkowej detal w kabinie wykonuje ruch obrotowy. Działanie kabiny polega na stworzeniu wentylowanej i odpowiednio oświetlonej przestrzeni umożliwiającej bezpieczne nakładanie farby proszkowej oraz skierowaniu części farby, która nie osiadła na detalach, do urządzeń separujących proszek z powietrza wyciąganego z kabiny. W tym celu kabina połączona jest z blokiem odzysku proszku. Czyste powietrze odprowadzane jest na zewnątrz, zaś proszek, który osiadł na filtrach, strzepywany jest do zbiornika fluidyzacji, skąd pobierany jest przez aplikację do malowania.













