





Malowanie zanurzeniowe pod wysokim ciśnieniem - impregnacja ciśnieniowo-próżniowa
Stosowane jest głównie do impregnacji drewna. Po załadowaniu drewna do autoklawu, impregnacja przebiega w czterech fazach:
- w komorze wytwarzane jest podciśnienie w celu usunięcia nadmiaru wilgoci i powietrza z drewna
- autoklaw jest napełniany impregnatem
- po całkowitym zakryciu drewna impregnatem wytwarzane jest ciśnienie rzędu 1,0 do 2,0 MPa powodujące wnikanie impregnatu w głąb drewna (bieli)
- wypompowywany jest impregnat i ponownie obniżane ciśnienie poniżej atmosferycznego w celu usunięcia nadmiaru impregnatu i wstępnego osuszenia drewna

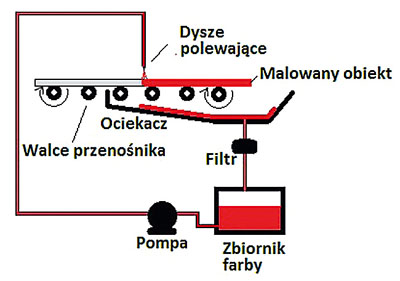
Malowanie przez polewanie
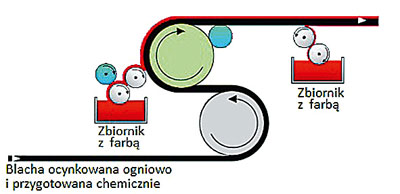
Malowanie metodą powlekania - coil coating
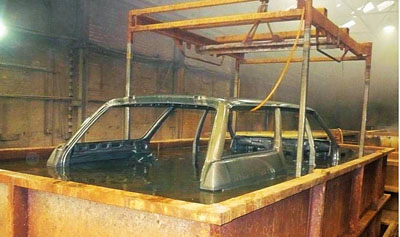
Malowanie metodą powlekania przypomina trochę malowanie wałkiem. Malowana taśma blaszana przesuwa się pomiędzy walcami zanurzonymi częściowo w farbie, dodatkowe walce służą do usuwania nadmiaru farby (rys. 2). Ta technika najczęściej jest stosowana do malowania ocynkowanych cienkich blach dachowych i elewacyjnych jednoskładnikowymi farbami poliestrowymi i poliwinylowymi. Tą metodą nakłada się dość cienkie (20-30 ?m), ale równomiernej grubości powłoki malarskie o wysokich walorach estetycznych (fot. 6).


Kataforeza
Polega na elektrochemicznym nanoszeniu na powierzchnie przedmiotów metalowych w zanurzeniu w specjalnej farbie do kataforezy. W wannie, w której znajduje się wodny roztwór (około 60-75% objętości) żywic i pigmentów (około 15-20%) oraz specjalnych dodatków (około 5-10%) zanurzane są malowane przedmioty. Malowane obiekty są katodą (-), natomiast elektrody dodatnie rozmieszczone są przy ścianach wanny. Ujemnie naładowane malowane przedmioty przyciągają dodatnio naładowane cząsteczki farby. Powłoka po malowaniu musi zostać opłukana i wysuszona. Malowanie kataforetyczne daje stosunkowo cienkie, ale bardzo równomierne i szczelne powłoki, nawet na przedmiotach o znacznym stopniu skomplikowania kształtów. Proces, podobnie jak omówione wcześniej metody, pozwala na ograniczenie strat materiału malarskiego do poziomu 3-6%.
Michał Jaczewski













