




Analiza i optymalizacja wannowego przygotowania powierzchni przy pomocy symulacji
Przygotowanie powierzchni detali przed malowaniem prowadzone jest na wiele różnych sposobów wynikających ze specyfiki projektu malarni. Jest to, jak wiadomo, ciągły przejazd przez wanny natryskowe, przejazd taktowy przez komory natryskowe oddzielone drzwiami. Inną i jedną z ciekawszych, zarazem najtrudniejszych realizacji jest proces wannowy. Jest on połączeniem technologii, mechaniki urządzeń oraz systemu automatycznego sterowania. Spełnienie wymagań wydajności i zarazem niezawodności działania mechanicznego urządzeń zależy w tym przypadku od szerokiego zakresu wiedzy i doświadczenia z wielu realizacji.

Obróbka powierzchni jest procesem następujących po sobie zabiegów chemicznych połączonych z płukaniem, ociekiem, przejazdem między wannami. Budowa instalacji wynika z ustalonej technologii, uzgodnionej pomiędzy inwestorem, dostawcą chemii oraz wykonawcą i musi być dopasowana do określonych wymagań jakości końcowej produktu. Ilość zabiegów, tym samym wanien waha się od kilku do kilkunastu. Najczęściej wanny ustawione są w jednym rzędzie. Do przemieszczania detali między wannami wykorzystuje się automatycznie sterowane suwnice portalowe (1), które poruszają się wzdłuż rzędu wanien. Suwnice te nazywa się portalami, rzadziej spotyka się określenie automat wsadowy, chociaż takie pojęcie najbardziej oddaje przeznaczenie i realizowaną funkcję przez te maszyny. W nomenklaturze branżowej obowiązują odpowiednio określenia Bechickungsautomat BSH (niem.) lub automatic hoist AHS (ang.)
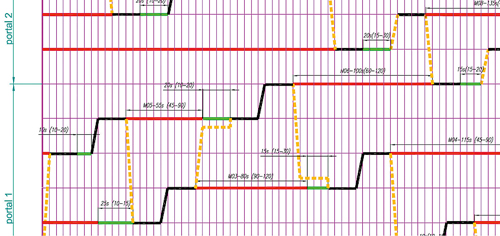
W zależności od liczby wanien oraz ustalonego czasu taktu, szeregowo pracuje najczęściej od dwóch do pięciu portali. Aby zrealizować proces, portale poruszają się wg ustalonego cyklu (2), który powtarza się w każdym takcie. Pojedynczy portal ma z zasady zdefiniowany zakres ruchu (obsługuje stałą liczbę wanien). Na etapie planowania cyklogramu ruchu portali ustala się, które wanny będą wspólne dla sąsiadujących portali (jeden portal załadowuje wsad do tej wanny, a drugi go odbiera i przeładowuje dalej). Jak zaznaczyłem, portale mają za zadanie przemieszczać wsady z wanny do wanny w ustalonym cyklu z zachowaniem czasu procesu oraz utrzymaniem taktu. Kluczowe jest określenie minimalnej liczby portali, która zapewni realizację procesu, tzn. portale powinny pracować z maksymalną możliwą wydajnością, bez zbędnych przestojów między poszczególnymi operacjami. Każda dodatkowa sztuka maszyny podraża koszty instalacji i komplikuje sterowanie, niekoniecznie zwiększając efektywność procesu.












