




W zakładzie Kiel Polska linia produkcyjna składa się z licznych stref buforowych.
Nowoczesna linia do lakierowania proszkowego z rozbudowanym systemem transportu.
Innowacyjne podejście w dziedzinie zarządzania energią jest coraz częściej wystarczającą przesłanką dla modernizacji istniejących już linii, czy też optymalizacji poszczególnych procesów produkcyjnych uwzględniając obecne standardy energo-ekonomiczne. Dzięki autorskim rozwiązaniom specjalistów z firmy Ideal-Line w zakładzie produkcyjnym Kiel w Nowym Tomyślu udało się pogodzić dwa aspekty – wyśrubowane normy środowiskowe z potrzebami ekonomii.
Kiel Polska to znany producent siedzeń dla komunikacji zbiorowej i pojazdów użytkowych. W Nowym Tomyślu działa od niedawna nowa linia produkcyjna metalowych stelaży i okuć sygnowana marką Ideal-Line.
– Koncentrując się na kompleksowej obsłudze firm w zakresie doboru, projektu i wdrożenia nowych linii lakierniczych, a także w zakresie serwisu nowych i używanych linii Ideal-Line bardzo często pracujemy nad indywidualnymi rozwiązaniami – informuje przedstawiciel firmy Ideal-Line. – Za każdym razem modernizacja odbywa się w oparciu o technologie i podzespoły firmy Ideal-Line. Zakład produkcyjny firmy Kiel Polska jest jednak o tyle ciekawym przykładem modernizacji linii lakierniczej, że doskonaląc procesy przygotowania powierzchni i transportu udało się z powodzeniem zaimplementować wiele autorskich rozwiązań. Przy tym wszystkim uniknęliśmy kosztownych inwestycji, bo też wszystkie procesy produkcji metalowych elementów stelaży i profili siedzisk w pełni wykorzystują przestrzeń, mimo że w niemałym stopniu ograniczoną architektonicznie.
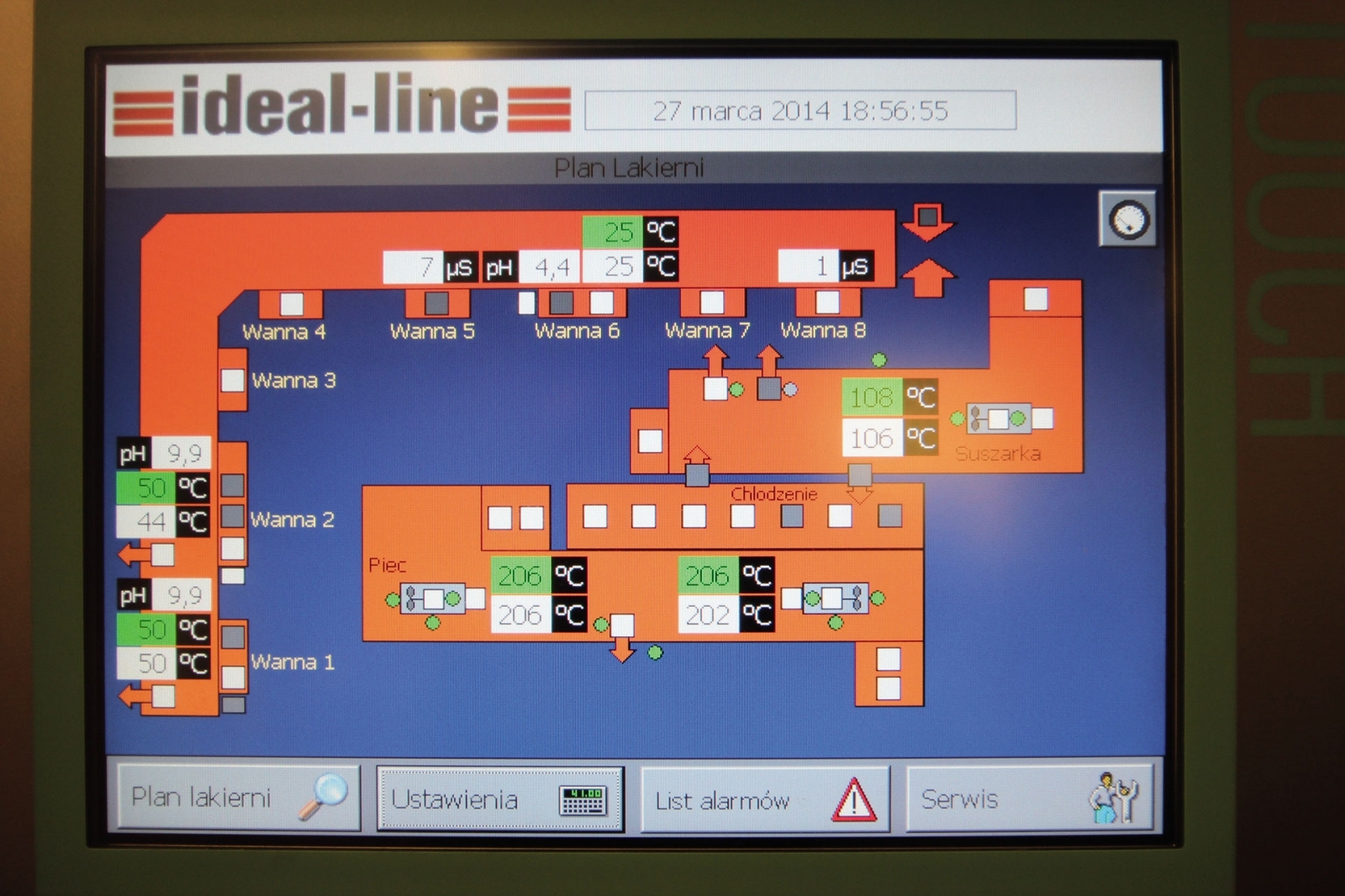
– Nasza myjka posiada osiem stref – przybliża proces technologiczny przygotowania powierzchni Sebastian Tunak, mistrz produkcji, KIEL Polska Sp. z o.o. – Pierwsze dwie strefy pracują zamiennie, w zależności od materiału, jaki ma trafić do lakierowania. Jedna strefa służy odtłuszczaniu metali kolorowych (aluminium, stopy magnezu), druga dedykowana jest elementom stalowym. Za każdym razem mamy do dyspozycji 10 programów i dla każdej strefy możemy ustawić dedykowane ciśnienie pracy myjek.
Strefę przygotowania powierzchni zbudowano z wykorzystaniem zalet systemu Power&Free. Jakkolwiek transport wykonany jest w postaci zamkniętej pętli dwutorowej szyny, to funkcjonalnie dowolny przepływ detali oraz pełną elastyczność linii technologicznej uzyskano dzięki systemowi rozjazdów (zwrotnic) i stref buforowych. Nad racjonalnym wykorzystaniem 50 zawiesi (wózków) czuwa system automatycznego sterowania i monitoringu.
Uwagę zwraca system zabezpieczający elementy ruchome (łańcuch) systemu transportowego w strefie przygotowawczej. Na całej długości strefy łańcuch ukryto pomiędzy dwoma wyprofilowanymi elementami. Stalowe opasanie tworzy coś na kształt kurtyny powietrznej, wewnątrz której tłoczone wentylatorami powietrze tworzy skuteczną barierę dla oparów wędrujących ku górze. Rozwiązanie tego typu w znaczącym stopniu ograniczyło degradację (korozję) łożysk łańcucha.
Z obróbki wstępnej materiał trafia do strefy odmuchu wyposażonej w dysze powietrzne, a potem do komory lakierniczej, a stąd do pieca wypalania. W piecu działają dwa palniki i oba pracują w systemie ogrzewania pośredniego. Ciepłe powietrze trafia do radiatorów umocowanych na ścianach suszarni. Dzięki zastosowaniu wymiennika ciepła obieg powietrza jest całkowicie odseparowany od czynnika grzewczego, dlatego na zewnątrz (w otoczeniu) nie są obecne produkty spalania, co okazuje się bardzo istotnym walorem przy wypalaniu detali w jasnych kolorach. Dzięki separacji sadzy z procesu spalania gazu spełniono też wysokie normy środowiskowe.
Dzięki pokaźnej izolacji termicznej pieca wypalania (kasetony o grubości 190 mm) straty ciepła są znikome. Przykładowo, gdy w suszarni panuje temperatura 120 stopni C, to w otoczeniu pieca – temperatura pokojowa.
Równie wzorcowo rozwiązano strefę chłodzenia detali. Ta zawsze jest idealnym miejscem dla odzysku ciepła. Pomimo ograniczonej powierzchni hali udało się tu zaprojektować zamkniętą strefę, której sercem jest układ wentylatorów. Jeden z nich pobiera powietrze z zewnątrz, a wentylatory osiowe chłodzą poszczególne elementy.
– Odebrane ciepło wtłaczane jest z powrotem do suszarni – dodaje S. Tunak. – Jakkolwiek strefa suszenia ma swój własny palnik, to w praktyce odzysk ciepła ze strefy chłodzenia gwarantuje nam suszenie detali. Oszczędności energii są pokaźne, skoro w 80% suszenie detali odbywa się dzięki ciepłu odebranemu ze strefy chłodzenia. Innowacji, które wprowadziliśmy z myślą o pogodzeniu wymogów środowiskowych jest więcej. Ciekawostką jest na pewno neutralizator ścieków z prasą i osadnikiem.
Rafał Dobrowolski
Fot. Rafał Dobrowolski








{kind=link}
{kind=link}
{kind=link}
{kind=link}