




O lepszych właściwościach i bardziej eko
Kobalt jest obecnie szeroko stosowany w pasywacjach, podnosząc ich odporność korozyjną i zwiększając odporność powłok cynkowych na wysokie temperatury. Niemniej jednak, bardziej restrykcyjne limity stężenia kobaltu w ściekach stosowane w wielu krajach oraz wpisanie soli kobaltu na listę "Substancji wzbudzających szczególnie duże obawy" (SVHC, REACH) spowodowały wzmożone zainteresowanie branży obróbki powierzchniowej procesami niezawierającymi kobaltu.
Obecnie dostępne są bezkobaltowe procesy spełniające wysokie wymagania przemysłu. Technologie te występują w wersji niebieskiej, czarnej, klarownej oraz z irydescencją i mogą być stosowane zarówno na powłoki cynku, jak i jego stopy.
Mimo że chrom trójwartościowy nie jest toksyczny i powszechnie stosowany jako składnik pasywacji, niektóre z sektorów przemysłu, np. elektroniczny, wymagają nowych generacji pasywacji niezawierających żadnych metali ciężkich, takich jak chrom czy kobalt.


oraz grubopowłokowa (irydescencyjna) oparte na chromie (III).

Cynk alkaliczny

Cynk kwaśny
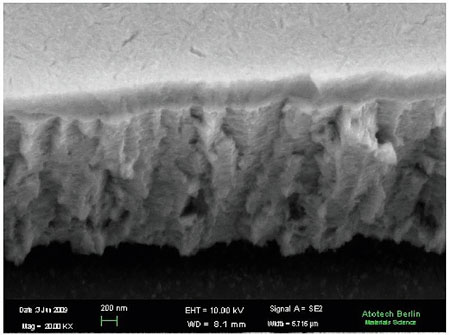
Rys. 2. Mikrografy SEM strawionych zgładów oraz powłok zamrożonych ciekłym azotem.
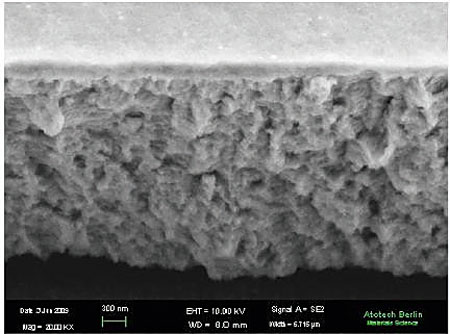
Powłoki charakteryzują się odmienną strukturą i podatnością na działanie pasywacji.
Wprowadzenie
Elektrolityczne powłoki cynku i jego stopów od dawna są stosowane do zabezpieczania stali. Powłoki te mogą być nakładane zarówno z elektrolitów alkalicznych, jak i kwaśnych.
Powłoki Zn, ZnNi lub ZnFe nakładane z elektrolitów alkalicznych charakteryzują się doskonałą wgłębnością i rozkładem grubości w całym zakresie gęstości prądowych. Powłoki te cieszą się dużą popularnością i mają zastosowanie w wielu gałęziach przemysłu, np. w branży samochodowej, konstrukcyjnej, elektronice i wielu innych. Elementy długie, o skomplikowanym kształcie i dużej powierzchni w szczególności nadają się do pokrywania w elektrolitach alkalicznych, ponieważ możliwe jest uzyskanie jednorodnej powłoki na całej powierzchni.













