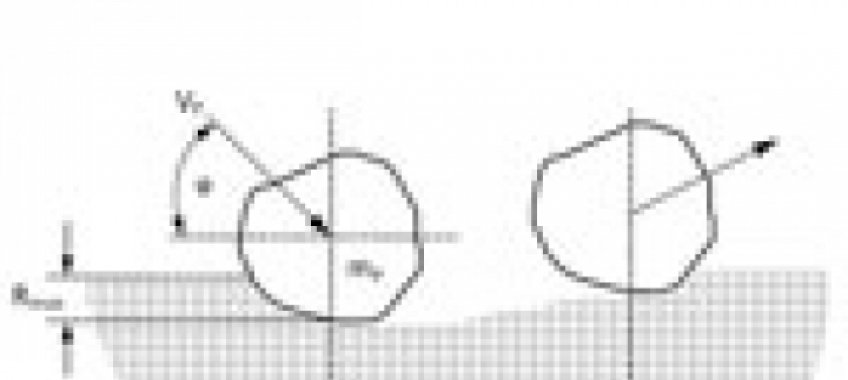
Ważne jest, by pamiętać, że następuje zużycie dysz w czasie na skutek ich ścierania przez ziarna ścierniwa w strefie średnicy krytycznej dyszy. Dochodzi do nierównomiernego powiększenia średnicy krytycznej dyszy, która staje się coraz bardziej zbliżona do kształtu dyszy prostej o powiększonej średnicy krytycznej. Nierównomierne ubytki średnicy wewnętrznej dyszy powodują zawirowania strumienia ściernego mające negatywny wpływ na prędkość ziaren ściernych z racji zbędnego ubytku ich energii kinetycznej. Wskaźnik pomiarowy średnicy krytycznej dyszy powinien być stosowany w regularnych odstępach czasu w celu monitorowania zużycia dysz. Dysze w ten sposób zużyte muszą być wymienione wówczas, gdy rozmiar wzrasta do wielkości rozmiaru przewężenia następnego większego rozmiaru dyszy. Wymiana tych zużytych dysz ma kluczowe znaczenie dla zapewnienia skutecznej obróbki strumieniowo-ściernej.
Pulsacja strumienia ściernego
Pulsujące ścierniwa lub nieregularny ich przepływ może doprowadzić do zmian chropowatości powierzchni. Eksperymenty przeprowadzone z pulsującym przepływem ścierniwa stworzyły niższą chropowatość powierzchni w porównaniu do piaskowania, gdzie pulsacje nie wystąpiły. Stwierdzono, że pulsacja zmniejsza efekt piaskowania na chropowatość od 4,23 µm do 3,67 µm.
Wpływ użycia właściwej ilości masy ścierniwa przypadającą na jednostkę podłoża (kg/cm2)
Średnia chropowatość (Ra) gwałtownie rosła w zakresie niskich wartości ilości ścierniwa i zbliżała się do poziomu nasycenia przy wyższych wartościach zużycia. Punkt, w którym rozpoczęło się nasycenie, był punktem, w którym wystąpiło najbardziej efektywne nakładanie kraterów. Jego położenie zależy od typu i rozmiaru materiału ściernego. Poziom nasycenia osiągnął drobnoziarnisty śrut i elektrokorundy. Przy stosowaniu elektrokorundu szorstkość wydawała się spadać przy najwyższych wartościach masy ścierniwa. Wartości przekraczające mS = 60 kg/m2 nie doprowadziły do dalszego wzrostu profilu powierzchni.
p = 0.15-0.4 MPa, fi = 90°, średnicy dyszy dN = 8 mm) pokazało, że chropowatość (Ra) uzyskuje umiarkowane wartości maksymalne dla ścierniwa o masowym natężeniu strumienia przepływu (około mP = 100 g/min).
*Spis źródeł dostępny w redakcji
e-mail: redakcja@lakiernictwo.net
Marek Marcinkowski