




Natryskiwane cieplnie antykorozyjne powłoki metalizacyjne
Powłoki metalizacyjne natryskiwane cieplnie na stal znane są bez mała od stu lat. W zależności od natryskiwanego metalu czy stopu, jak również charakteru pracy powlekanego elementu, powłoki metalizacyjne mogą spełniać funkcje: zabezpieczenia przed korozją, podwyższenia odporności na ścieranie, regeneracji zużytych części maszyn, dekoracyjną.
Podgrzany do temperatury topienia metal niesiony jest strumieniem gazu, najczęściej sprężonym powietrzem do powlekanej powierzchni. Zależnie od rodzaju źródła ciepła do topienia metali, powłoki metalizacyjne dzieli się na: gazowe (płomieniowe), łukowe (elektryczne), plazmowe. W zależności od rodzaju metalu bądź stopu oraz jego miejsca w szeregu napięciowym metali powłoki metalizacyjne mogą być katodowe lub anodowe. Katodowe powłoki na skalę przemysłową wytwarzane są z następujących metali i stopów: niklu, brązu, stopu Monela, stali nierdzewnej, ołowiu, cyny. Anodowe powłoki wytwarzane są z: aluminium, cynku i ich stopów oraz kadmu. W niniejszym rozdziale zostaną omówione wyłącznie powłoki z cynku, aluminium i ich stopów.
Ogólne omówienie procesu
Proces metalizacji natryskowej można podzielić na trzy etapy:
- topienie metali;
- droga cząstki i stopionego metalu od pistoletu do powlekanej powierzchni;
- tworzenie się warstwy metalu na powierzchni.
Czynnikiem powodującym topienie metali jest ciepło palnika tlenowo-gazowego, łuku elektrycznego, plazmy lub ciepło powstające w czasie indukcyjnego nagrzewania metalu. Stopiony metal pod działaniem sprężonego gazu ulega rozpyleniu na cząstki, których wielkość zależy od rodzaju metalu bądź stopu i parametrów procesu.
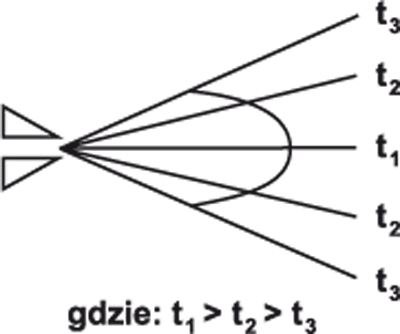
W miarę oddalania się od dyszy pistoletu obniża się temperatura stopionych cząsteczek metalu; przechodzą one kolejno ze stanu ciekłego poprzez plastyczny do krzepnięcia. Temperatura natryskiwanych cząstek zależy również od ich położenia w strumieniu. Im dalej od osi strumienia, tym temperatura cząstek, mierzona w tej samej odległości od wylotu dyszy, jest niższa, co obrazuje rys. 1.
Cząsteczki lecące na brzegach strumienia krzepną najszybciej i dolatują do powierzchni już w stanie zestalonym. Odbijając się od niej tworzą charakterystyczny dla procesu pył metalizacyjny, stanowiący straty nanoszonego materiału. Występują one zawsze przy metalizacji natryskowej, niezależnie od strat spowodowanych przez inne przyczyny. Natryskiwane cząstki metalu mogą formować powłokę tylko wtedy, gdy znajdują się w stanie ciekłym lub wysoko plastycznym. Stany te określają maksymalną odległość natryskiwania. Im bliżej wylotu pistoletu, tym większy procent cząstek znajduje się w stanie stopionym, co wskazuje na możliwość otrzymania, przy natrysku z małej odległości, warstwy bardziej ścisłej, jednorodnej, której cząstki są ze sobą silniej związane. W praktyce jednak natryskiwanie z małych odległości nie jest możliwe, ponieważ prowadzi do bardzo silnego ogrzania podłoża i tworzącej się warstwy, co powoduje powstanie dużych naprężeń i spękań w powłoce. Dlatego też dla każdego typu pistoletu istnieje pewien optymalny zakres odległości natryskiwania, przy których własności otrzymanej warstwy są najlepsze.













