



Austriacka firma Schlotterer uruchamia kabinę do pionowej aplikacji proszku i szybkiej zmiany farby
Firma Schlotterer Sonnenschutz Systeme GmbH produkuje zewnętrzne osłony przeciwsłoneczne. Od niedawna przedsiębiorstwo powleka profile o długości do 6 m w pionowej instalacji o wysokości 10 m.
- W ostatnich latach odnotowaliśmy ponadprzeciętny wzrost i od 2006 roku podwoiliśmy nasz obrót do 47,2 mln euro w roku 2011 - mówi Robert Wagner, kierownik produkcji w Schlotterer Sonnenschutz Systeme GmbH.
Do oferty przedsiębiorstwa należą różnego rodzaju zewnętrzne osłony okienne z aluminium, zarówno przeciwsłoneczne, jak i przeciw owadom: żaluzje, rolety, moskitiery oraz okiennice. W 2011 roku firma wyprodukowała ich łącznie prawie 320 tys. Dotychczas profile aluminiowe powlekane były na linii manualnej dla małych elementów (uruchomionej w 1996 roku), a od 2006 również na automatycznej linii poziomej. Ponieważ posiadana zdolność produkcyjna już nie wystarczała, zapadła decyzja o zbudowaniu nowej hali produkcyjnej, która oprócz magazynu wysokiego składowania oraz większej powierzchni produkcyjnej pomieści również trzecią linię do malowania proszkowego (MP 3).

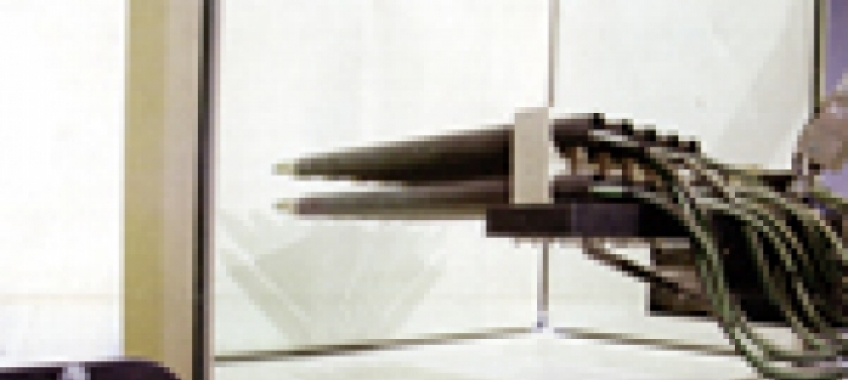
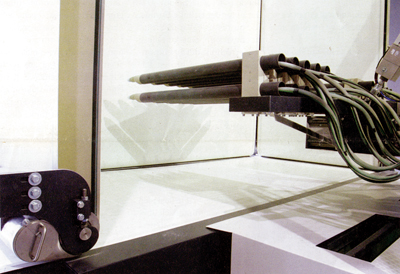
Wymagania dla MP 3 brzmiały: całkowicie automatyczne pionowe powlekanie aluminiowych blach oraz profili i kształtowników o wymiarach od 2 do 6 m długości, 20 cm szerokości i 20 cm wysokości, szybka zmiana farby, aplikacja z obiegiem i odzyskiem proszku oraz zachowanie wysokich standardów jakościowych.
Kluczowym elementem planowania instalacji oraz całego budynku było pionowe powlekanie 6-metrowych profili. - Dlatego najpierw rozplanowaliśmy technologię instalacji, a dopiero potem został zaprojektowany budynek - opowiada Robert Wagner. MP 3 ma 10 m wysokości, 84 m długości całkowitej i jest zaplanowana na zlecenia powyżej 30 sztuk profili. W stacji załadowczej elementy zawieszane są na wznoszącym się przenośniku łańcuchowym. Na przenośniku o długości ok. 500 m przechodzą one najpierw przez obróbkę wstępną. Obejmuje ona łącznie dziewięć etapów procesu: trzykrotne odtłuszczanie i trawienie, cztery razy płukanie, płukanie wodą dejonizowaną oraz obróbkę konwersyjną. Płukanie wodą dejonizowaną prowadzone jest dwutorowo, dzięki czemu jedno płukanie można przeprowadzić w trybie pracy, a drugie w trybie regeneracji. Po obróbce wstępnej następuje suszenie w suszarce. Później profile transportowane są do lakierowania.







