




Współcześnie stosowane i konstruowane kabiny do napylania farb proszkowych słabo są wyposażone w czujniki i układy pomiarowe wspomagające proces napylania. Większość producentów stosuje tylko jeden czujnik podciśnienia w układzie wentylacyjnym. Aktualne możliwości oczujnikowania są znacznie większe (rys. 1). Przedstawiona lista nie wyczerpuje wszystkich możliwości pomiaru i może być znacznie rozszerzona. Wprowadzanie dodatkowych czujników do układów automatyki kabin proszkowych powinno być coraz łatwiejsze ze względu na malejące ceny czujników jak i dostępność współpracujących z nimi szerokiej gamy sterowników PLC.
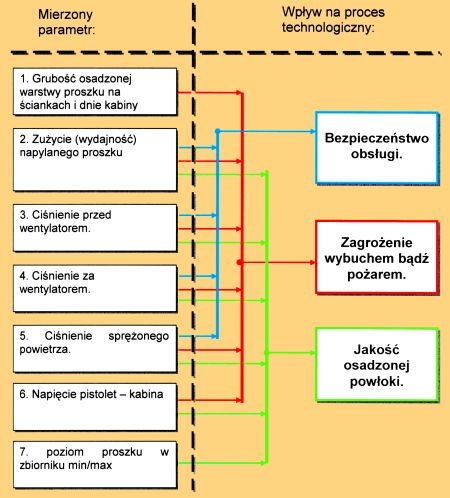
Rys. 1. Lista wybranych parametrów (wielkości) możliwych do pomiaru w kabinie do napylania farb proszkowych i ich wpływ na proces technologiczny
Parametry elektryczne proszków lakierniczych i czujniki pojemnościowe
W większości przypadków proszki lakiernicze są wykonywane na bazie żywic epoksydowych i poliestrowych lub też ich mieszanek. Zatem należy się spodziewać, iż parametry elektryczne farb proszkowych w tym zwłaszcza przenikalność elektryczna będzie miała wartość typową dla wymienionych żywic. Sytuację komplikuje tu fakt pewnej higroskopijności proszku (względna przenikalność elektryczna wody. er » 83). Przenikalność elektryczna warstwy proszku będzie również związana z upakowaniem cząstek farby w tej warstwie. Sytuacja jest odmienna w przypadku proszków zawierających cząstki metaliczne „bondowane” lub nie. Wówczas wartość przenikalności elektrycznej będzie wielokrotnie większa lub też niemożliwa do określenia.
Przenikalność elektryczna proszku może być tym parametrem który pozwala na ocenę jakościową i ilościową obecności proszku lakierniczego. Czujnik działający według zasady z rys. 2. może służyć do wykrywania obecności farby proszkowej.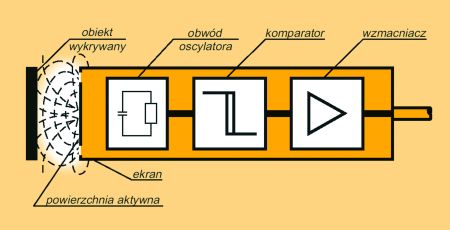
Rys. 2. Zasada działania czujnika pojemnościowego dwustanowego
Przykładem zastosowania tego typu czujników jest układ sterowania dozowaniem proszku „z odzysku” i proszku „świeżego” (rys. 3). W układzie tym czujniki pojemnościowe służą do wykrywania poziomu proszku w zasobnikach fluidalnych. Prosta automatyka zapewnia utrzymywanie poziomu proszku w określonych granicach w głównym zasobniku 8 oraz zapewnia dozowanie proszku świeżego w celu utrzymania odpowiedniej jakości powłok. W zasobnikach tych stężenie proszku jest na tyle duże, iż jego obecność może być łatwo kontrolowana przy pomocy typowych komercyjnych czujników. W układzie tym rozrzuty przenikalności elektrycznej stosowanych proszków nie mają aż tak dużego znaczenia, znaczenia nie ma również cienka warstwa proszku osadzająca się na czujnikach (rys. 3).













