




Zautomatyzowane rozwiązania dla obróbki powierzchni zewnętrznych
Rzadko która branża stawia tak wysokie wymagania jakościowe wobec części odlewanych, jak przemysł motoryzacyjny. Jednocześnie coraz krótsze cykle produkcyjne oraz wzrastająca różnorodność produktów, jak i rosnący nacisk na redukcję kosztów wymagają nadzwyczaj elastycznych i ekonomicznych linii produkcyjnych i to nie tylko w trakcie odlewania, ale także podczas kolejnych etapów produkcji, jak np. usuwania wypływek czy też wykańczającej obróbki powierzchniowej. Aby na tym właśnie etapie zwiększyć wydajność i opłacalność, a tym samym podnieść konkurencyjność, firma König Präzision GmbH zainwestowała w nowy system do obróbki strumieniowo-ściernej części odlewanych.
Osiem kół rzutowych
Firma König Präzision GmbH specjalizuje się w obróbce na zlecenie części odlewanych. Na początkowym etapie, w 2000 roku, zastąpiono ręczne usuwanie wypływek maszynowo przy pomocy okrojników. Od połowy roku 2006, w mieszczącym się w Kirchheim przedsiębiorstwie, pracuje wysoko wydajna śrutownica z kołami rzutowymi do obróbki strumieniowo-ściernej. Inwestycja stała się konieczna po otrzymaniu zlecenia jednego z producentów samochodów na usuwanie wypływek oraz na wykańczającą obróbkę powierzchniową korpusów przekładni i skrzyń biegów, wykonanych jako odlewy ciśnieniowe ze stopów aluminium. Dyrektorzy Rolf König i Harald Zeiler zasięgnęli informacji w firmie Rösler oraz u innych niemieckich i europejskich producentów śrutownic. - W firmie Rösler poinformowano nas bardzo wyczerpująco na temat naszej problematyki, jak również dzisiaj znajdujemy tam kompetentne osoby kontaktowe, które udzielają odpowiedzi na wszelkie nasze pytania - zauważa Rolf König.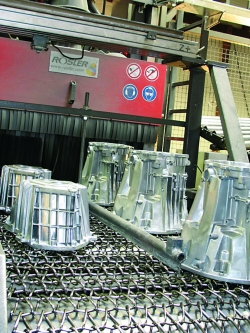
W 12-sekundowym takcie
Istotne było, że ogólnie obróbce strumieniowo-ściernej ze wszystkich stron poddawanych jest dziewięć różnych i bardzo skomplikowanych odlewów ciśnieniowych ze stopów aluminium, o masie od 5000 g do 8500 g oraz o wysokości do 400 mm. Zadany takt obróbki wynosił ok. 12 sekund. Optymalny proces obróbki strumieniowo-ściernej firma Rösler opracowała prowadząc intensywne próby we własnym centrum prób. Wyposażenie instalacji w osiem wysoko wydajnych kół rzutowych Hurricane® zapewnia powtarzalne usuwanie wypływek oraz równomierną wykańczającą obróbkę powierzchni złożonych odlewów ciśnieniowych. - Specjalnie obliczony kąt pochylenia kół rzutowych zapewnia, że ścierniwo równomiernie i intensywnie dociera do wszystkich konturów i wcięć, dzięki czemu nie występują obszary nie obrobione. Dzięki temu uzyskujemy optymalny efekt obróbki strumieniowo-ściernej - objaśnia Harald Zeiler.













