Technika lakiernicza w nowoczesnym procesie produkcji tramwajów
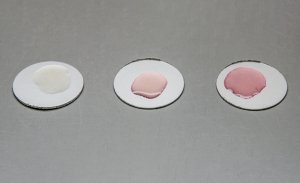
Clemens Haller stoi w hali produkcyjnej firmy Siemens Transportation Systems w Krefeld-Uedingen i wskazuje dwie blaszki polakierowane na jasno szary kolor RAL 7035. Jedna z blaszek jest pomalowana farbą proszkową, druga - farbą wodną. Jedna z nich jest ciemniejsza, druga jaśniejsza z żółtym odcieniem. "Tego nie zaakceptują nasi klienci" - myśli kierownik produkcji i oddaje żółtawą blaszkę do ponownego malowania.
Podzespoły są dostarczane pomalowane. Drobne podzespoły są tylko w wyjątkowych przypadkach malowane w ramach produkcji kombinowanej w zakładzie wagonów w Krefeld-Uerdingen.
Ograniczony obszar produkcyjny

Od początku 2001 roku w budynku z cegły pochodzącym z 1900 roku znajdują się nowoczesne pomieszczenia produkcyjne do produkcji tramwajów. Tutaj produkowane są modułowe wagony z aluminium. Konstrukcje pociągów są cały czas standaryzowane, co wpływa bezpośrednio na wytworzenie niedrogiego produktu.
Do końca 2000 roku Siemens posiadał jeszcze jedną fabrykę produkcji tramwajów w Düsseldorfie, gdzie realizowano malowanie i śrutowanie drobnych podzespołów. Ciąg produkcyjny, poprzez śrutowanie i malowanie do montażu końcowego przebiegał wzdłuż jednej drogi transportowej z niewykończonego budynku. Układ ten miał tę wadę, że wzdłużna droga i przepływ produkcji były narażone na zakłócenia. W minionym roku przedsiębiorstwo skoncentrowało swoją aktywność na produkcji lekkich pojazdów szynowych, należących do tzw. produktów kombinowanych. W okresie pół roku od fazy koncepcji do rozpoczęcia produkcji stworzona została produkcja kombinowana w Uebringen. W celu instalacji kabin malarskich (Producent: USF OLT) wykonano dobudówkę do hali montażowej. Osiem tygodni trwały prace montażowe urządzeń malarskich. - Zostało to nieprawdopodobnie szybko zrealizowane - informuje Haller.Zasadą produkcji jest produkcja potokowa. Obszar produkcyjny jest niewielki: pracownicy dokręcają i kleją zagruntowane blachy aluminiowe i pospawane części modułu przedniego, tylnego, środkowego oraz napędowego, przesuwają do urządzenia malarskiego lub pola odkładczego znajdującego się pośrodku hali produkcyjnej. Moduły zgromadzone na polu odkładczym są malowane dopiero wtedy, gdy kabiny malarskie są wolne. W zależności od wydajności pomalowane moduły niezwłocznie przekazywane są w miejsce montażu do wewnętrznej zabudowy lub odkładane z powrotem w polu odkładczym modułów. Tak realizowana jest produkcja np. w niewykończonym budynku, gdy wszystkie cztery kabiny są zajęte.