



• Wiadomości uzupełniające
• Zakres zastosowania
• Relacje techniczno-ekonomiczne
• Oddziaływanie na środowisko naturalne
Istotnym zagadnieniem dotyczącym mokrej obróbki strumieniowo-ściernej powierzchni jest czystość wody i ścierniw oraz ich wpływ na poziom pozostałych zanieczyszczeń na powierzchni oczyszczonej.
Czystość wody stosowanej do mokrej obróbki strumieniowo-ściernej powierzchni
Przy doborze jakości wody do oczyszczania powierzchni samą wodą o ultra wysokim ciśnieniu (UHP) oraz z dodatkiem ścierniwa (UHPAB), oprócz zanieczyszczeń solami rozpuszczalnymi w wodzie, należy brać pod uwagę dodatkowo zanieczyszczenia cząstkami stałymi i temperaturę wody. Wynika to z wymagań zastosowanych w tej technice precyzyjnych pomp wysokiego ciśnienia. Pompy zaopatrzone są w filtry dla wody podawanej do pompy o oczkach wielkości rzędu 10 μm. Firma HYDROTEC Ltd. ustaliła, iż kawitacja pompy przy zawartości zawiesiny cząstek stałych w wodzie 1 g/litr powoduje koszt eksploatacji, przyjmuje za 100% to przy 30 g/litr koszt ten wzrośnie do 500% a przy stężeniu 100 g/litr osiągnie 1000%. Nieprzyjazną dla pomp jest też podwyższona temperatura wody i jej zanieczyszczenia chemiczne. WOMA rekomenduje stosowanie do takich pomp wodę o własnościach podanych w tablicy 1.

Tablica 1 Dopuszczalne zanieczyszczenia i temperatura wody do UHP i UHPAB
Woda dla mokrej obróbki strumieniowo-ściernej w systemach Kwikblast, Torbo i przy stosowaniu dysz zraszających nie ma wymagań dotyczących zawiesiny cząstek stałych w wodzie a temperatura nie powinna przekraczać 98oC. Urządzenia do czyszczenia pod ciśnieniem do 50 MPa też dopuszczają tak wysoką temperaturę wody.
Niezwykle istotny w poważnych pracach antykorozyjnych jest poziom stężenia jonów rozpuszczalnych na powierzchni oczyszczonej przed malowaniem. Zwłaszcza niebezpiecznymi dla trwałości powłok ochronnych są jony siarczanowe – SO4-2, chlorkowe – Cl-1 oraz żelaza – Fe+2/+3. Nazywa się je promotorami korozji podpowłokowej. Najbardziej groźnymi są jony chlorkowe. Ilość ich pozostawiona po czyszczeniu na powierzchni stalowej w środowisku morskim określają najpoważniejsze organizacje antykorozyjne. Wartości te pokazuje tablica 2.
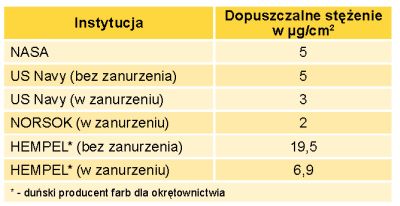
Tablica 2. Dopuszczalne koncentracje chlorków na powierzchni w μg/cm2.
Wymywanie jonów z powierzchni oczyszczanej mokrymi metodami obróbki strumieniowo-ściernej powierzchni będzie możliwe, kiedy woda oraz ścierniwo będą miały dostatecznie niską ich zawartość. A. W. Momber w artykule „Improving Water Quality for Waterjetting” (PCE August 2005, s. 16) podał formułę matematyczną pozwalającą wyliczyć spodziewane stężenie jonów chlorkowych lub innych jonów pozostających na powierzchni oczyszczonej przez UHP/UHPAB.













