




Powtarzalność produkcji uzyskiwanej metodami obróbki mechanicznej jest tak duża, że nie potrzeba rozpatrywać, co zrobić z brakami, ponieważ ich nie ma. Inaczej jest w lakiernictwie, gdzie czasami zdarzają się partie wyrobów wadliwie polakierowanych. Jeśli materiał lakierowany jest drogi, jak na przykład profile aluminiowe, to ekonomiczną koniecznością jest usunięcie wadliwej powłoki i powtórne pomalowanie. Drugim ważnym powodem do odlakierowywania jest potrzeba usunięcia warstw lakieru z zawieszek, których czystość ma istotne znaczenie dla uziemienia malowanych elektrostatycznie detali.
Metody odlakierowywania
• TERMICZNE
Metody te polegają na wykorzystaniu pieców do pirolizy, w których odlakierowywane detale poddawane są oddziaływaniu temperatury 400oC, co powoduje karbonizację – zwęglenie powłoki lakierniczej. Powstałe organiczne gazy dopalane są (utleniane) w temperaturze 800-1200oC.
Pewną ciekawą odmianą metody termicznej jest piec fluidalny, przeniesienie ciepła do detalu następuje w nim poprzez kwarc, w którego objętości ulega spalaniu gaz.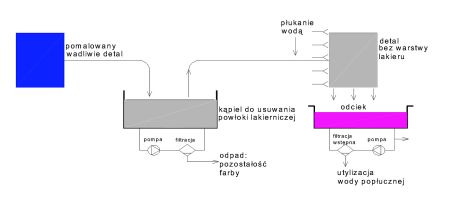
Rys. 1. Schemat ideowy technologii chemicznego usuwania powłok lakierniczych – wg materiałów firmy SPEAT.
• CIŚNIENIOWE
Zwykle są to metody używające wody pod wysokim ciśnieniem rzędu 25-50 MPa. Są to metody bez użycia chemikaliów, a woda użyta do usuwania powłok po jej filtracji może krążyć w obiegu zamkniętym.
• ŚCIERNE
Zastosowanie metody śrutowania dla farb proszkowych jest dosyć kłopotliwe ze względu na odporność tych farb, śrutowanie jest długie, żmudne i nierównomierne.
• CHEMICZNE
Metody termiczne i ścierne nie mogą być zastosowane dla wszystkich detali. Na przykład nie można czyścić termicznie detali z aluminium, stopu nal, magnezu oraz hartowanych zaczepów technologicznych. Stosowane wówczas metody chemiczne polegają na pokryciu detalu specjalną pastą bądź na zanurzeniu go w kąpieli striperującej - odlakierowywującej.

Fot. 1. Sucha masa po filtracji stripera – wg materiałów firmy SPEAT.
Obieg zamknięty kapieli odlakierowywującej
Idea chemicznego usuwania powłok lakierniczych zakłada, że instalacja nie będzie produkowała odpadów ciekłych w procesie odlakierowywania. Jedynym odpadem jest tu placek z prasy filtracyjnej. Przy optymalnych parametrach filtracji osiągano w istniejących instalacjach 65% suchej masy w placku filtracyjnym (Fot. 1). Kąpiel jest zawracana po filtracji z powrotem do wanny roboczej i pracuje bez przerwy, nie wymaga wymiany. Do kąpieli dodawany jest środek ułatwiający i przyśpieszający dyspergowanie rozpuszczonej w płynie powłoki lakierniczej (Rys. 1).













