Każdy, kto kiedykolwiek malował farbami ciekłymi czy proszkowymi, dobrze wie, jak bardzo najmniejszy defekt powłoki psuje jej dekoracyjny charakter. Wady powłok proszkowych mogą powstawać na kilku etapach prac:
• produkcja farby
• wad materiałowe
• błędy lakiernicze
• nieprawidłowe przechowywanie i transport proszku
• nieprawidłowe przechowywanie i transport pomalowanych elementów.
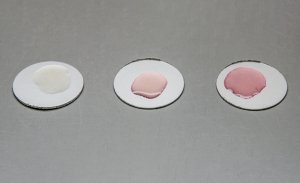
Najczęściej spotykanymi przyczynami powstawania wad powłoki są: błędy lakiernicze, nieprawidłowe przechowywanie proszku oraz wady powlekanego materiału. Najrzadziej spotyka się błędy wynikające z wad farby (większość producentów eliminuje je podczas procesu kontroli jakości) oraz błędy spowodowane przechowywaniem i transportem detali, gdyż zwykle lakiernia przykłada wiele starań, by pomalowane produkty wyglądały nieskazitelnie i spełniały oczekiwania odbiorcy. Najczęściej wady powłoki są skutkiem błędów popełnionych podczas powlekania detali. Mogą one wynikać ze złego przygotowania powierzchni, nieprawidłowej aplikacji czy też z nieprawidłowości procesu utwardzania i działania pieca. Najczęściej występującym błędem powłoki jest wada zwana „skórką pomarańczy”. Gładkość i równość powłoki w farbach proszkowych zależy głównie od rozlewności farby, warunków utwardzania, grubości powłoki i aplikacji farby. Przyczyną powstawania efektu „skórki pomarańczy” jest nieprawidłowa grubość powłoki lub błędy aplikacyjne (tj. wsteczna jonizacja oraz nie naładowany proszek). Aby uniknąć efektu „skórki pomarańczy”, należy zwracać szczególną uwagę na odpowiednią grubość powłoki (50-100 µm powinno umożliwiać uzyskanie gładkiej powłoki), sprawdzać ustawienia aplikacji, nie używać wysokich napięć oraz dbać o odpowiednie uziemienie malowanych detali. Należy również kontrolować prędkość powierza, aby unikać obsypywania proszku oraz zachować odpowiednią odległość pistoletów od malowanych detali.

Fot. 1 i 2. Skórka pomarańczy powstała w skutek zbyt cienkiego i zbyt grubego pomalowania detalu

Fot. 3. Igłowanie i kratery powstałe w wyniku niedostatecznego odgazowania na powłoce ocynkowanej

Fot. 4. Igłowanie powstałe w wyniku niedostatecznego odgazowania lotnych substancji

Fot. 5. Efekt niekompatybilności farby
Fot. 6. Efekt działania silikonów na farbę (zdjęcie z mikroskopu)

Fot. 7. Efekt zatłuszczenia podłoża – defekt zwany rybie oczy (z ang. fish eyes)
Drugim najczęściej występującym defektem pojawiającym się na pomalowanych detalach jest igłowanie (z ang. pinholing). Objawia się on kraterami na powierzchni powłoki, które wyglądają tak, jakby powstały w wyniku nakłucia powłoki igłą. Kratery powstają w powłoce w wyniku braku odgazowania lotnych substancji podczas utwardzania się farby. Lotne substancje, które w wyniku ogrzewania ulegają odgazowaniu, mogą pochodzić bądź z porów, jam czy zagłębień w malowanym elemencie (materiał porowaty, np. ocynk), powstawać na mokrej lub niedostatecznie wysuszonej powierzchni oraz z lotnych substancji pochodzących z farby. Igłowanie może być też spowodowane zawilgoceniem proszku na skutek jego wadliwego magazynowania lub zbyt gwałtownego nagrzewania się malowanych detali podczas procesu utwardzania. O ile igłowanie, które jest wynikiem lotnych substancji z farby uwidacznia się tylko przy zbyt dużych grubościach powłoki (zazwyczaj powyżej 100-120 µm), to w pozostałych przypadkach może być widoczne nawet przy właściwej grubości powłoki. Aby uniknąć igłowania należy zachować odpowiednią grubość nakładanej powłoki. Dbać także o prawidłowość procesu ostatniego płukania oraz suszenia powłoki przed powlekaniem. Natomiast w przypadku malowania podłoży porowatych należy zgłaszać to wcześniej dostawcy farby, by dostarczył odpowiednio przygotowaną farbę. Przy powłokach ocynkowanych najlepszym rozwiązaniem jest dostarczenie producentowi kilku elementów, aby we własnym laboratorium mógł odpowiednio dobrać farbę. Przy składowaniu farby należy zawsze pamiętać, by pomieszczenie było suche i przewiewne, a temperatura nie przekraczała 25°C bądź nie była niższa od 5°C.