



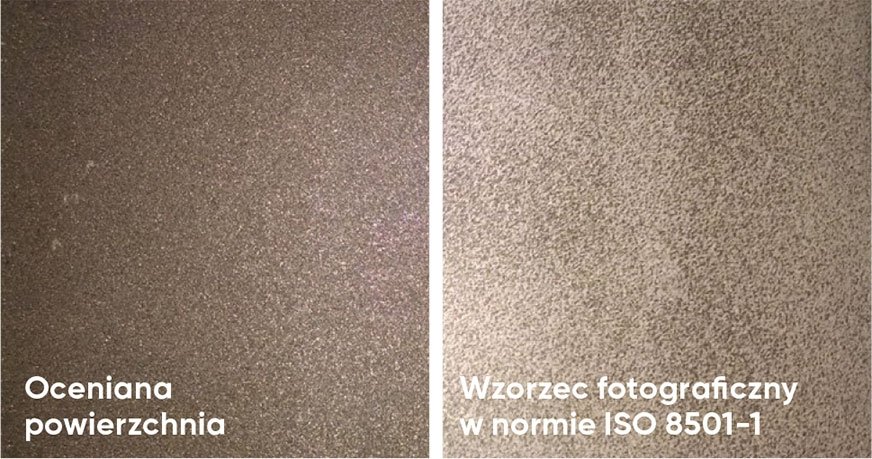
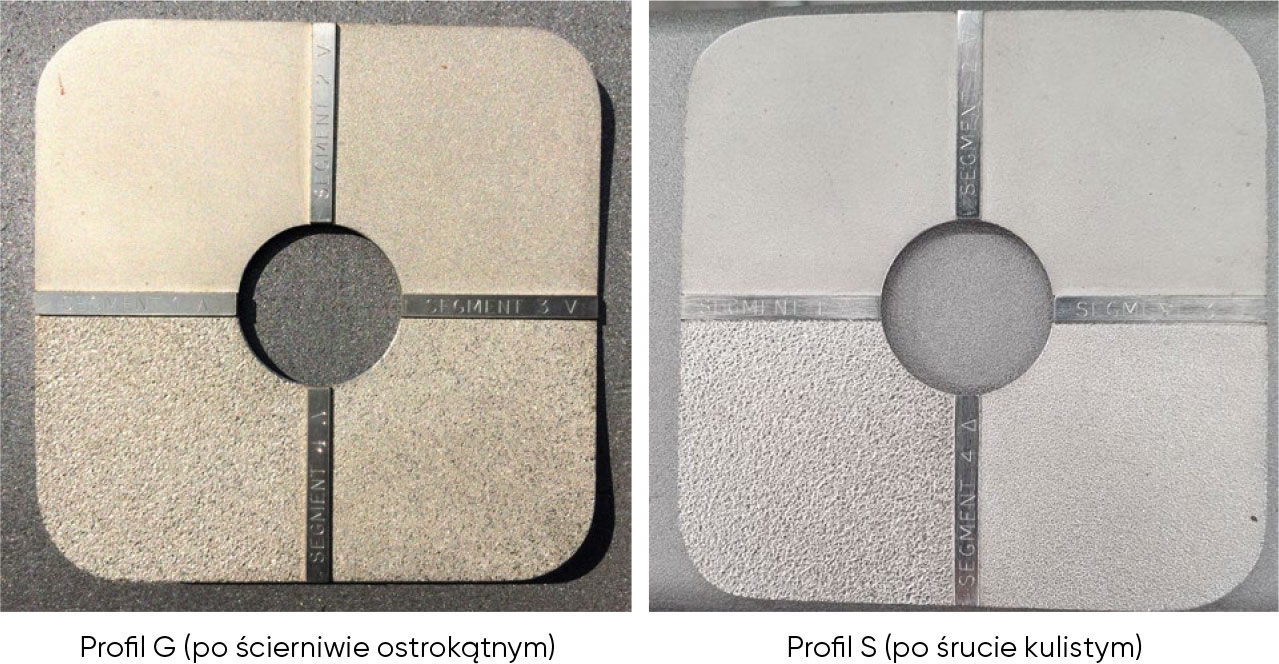
Fot. 1. Ocena stopnia przygotowania podłoża stalowego po obróbce strumieniowo–ściernej.
Część I. Kontrola przygotowania podłoża do malowania
Wielu właścicielom i zarządzającym niewielkimi firmami malarskimi lub małymi zakładami produkującymi konstrukcje stalowe wydaje się, że sprzęt inspektorski to zbędny, a do tego kosztowny dodatek. Najczęściej podstawowym kryterium odbioru powłok malarskich jest ich grubość, więc zakup warstwomierza trzeba jakoś przeboleć, ale inne przyrządy są nabywane tylko pod konkretne roboty i to jeżeli klient wyraźnie stawia wymagania odnośnie kontroli określonych parametrów, a na dodatek będzie te wymagania egzekwował. Niestety, poprawne wykonanie zabezpieczenia antykorozyjnego bez właściwej kontroli poszczególnych etapów prac jest prawie niemożliwe, jest trochę jak gra w rosyjską ruletkę i to z więcej niż jednym nabojem w bębenku rewolweru.
W artykule wymieniono najczęściej stosowane normy związane z kontrolą przygotowania powierzchni do malowania i przyrządy niezbędne do kontroli wymagań stawianych w tych normach.
PN-EN ISO 8501-1:2008
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów. Wzrokowa ocena czystości powierzchni. Część 1: Stopnie skorodowania i stopnie przygotowania niepokrytych podłoży stalowych oraz podłoży stalowych po całkowitym usunięciu wcześniej nałożonych powłok.
Stopień oczyszczenia powierzchni ocenia się na podstawie zdjęć w normie, a więc narzędziem jest norma (fot. 1).
PN-EN ISO 8501-2:2011
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów. Wzrokowa ocena czystości powierzchni. Część 2: Stopnie przygotowania wcześniej pokrytych powłokami podłoży stalowych po miejscowym usunięciu tych powłok.
PN-EN ISO 8501-3:2008
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów. Wzrokowa ocena czystości powierzchni. Część 3: Stopnie przygotowania spoin, krawędzi i innych obszarów z wadami powierzchni.
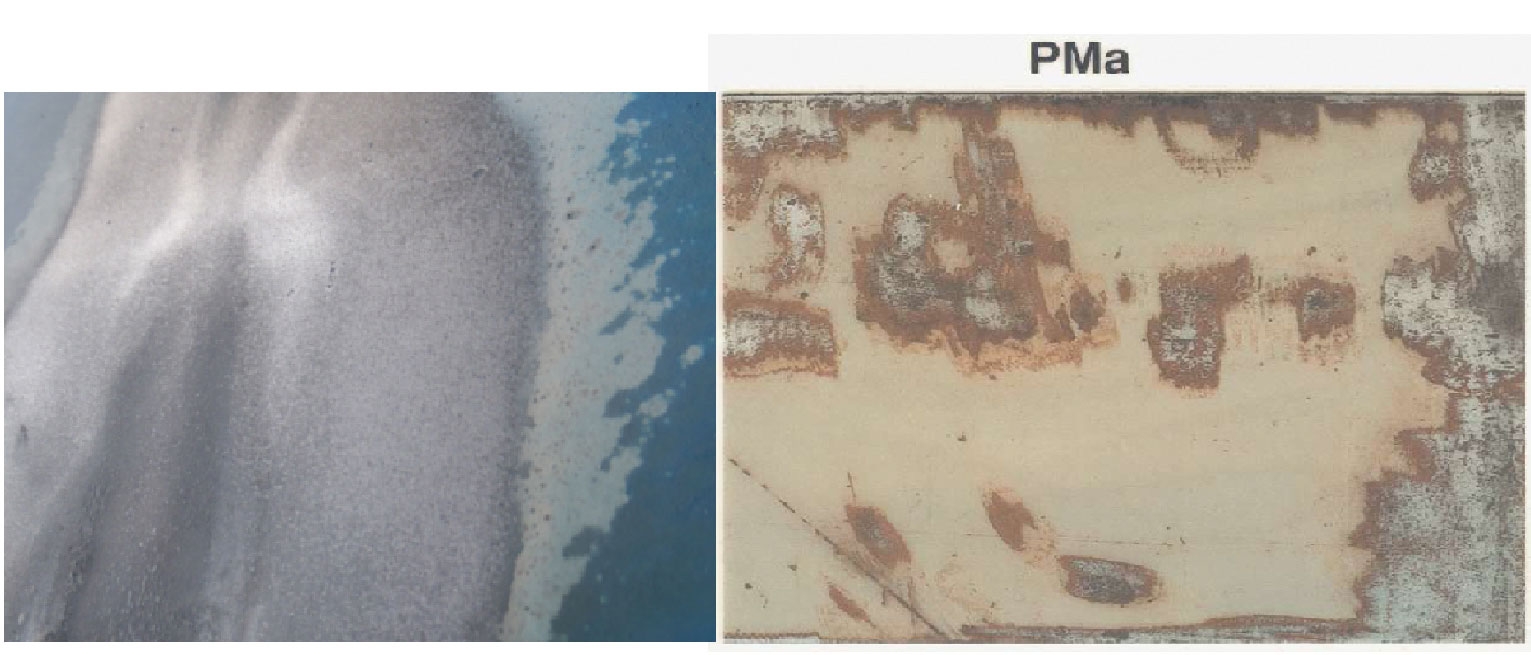
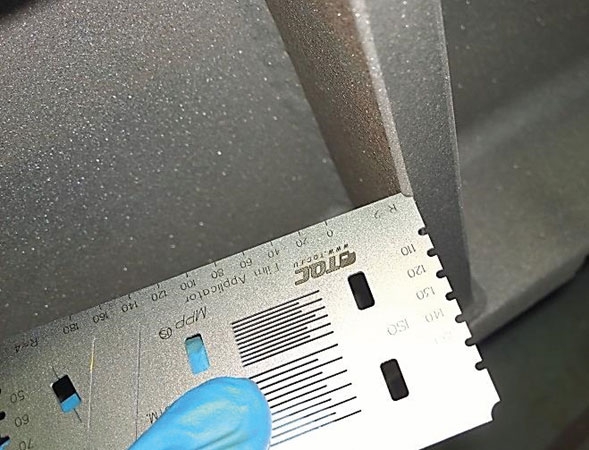
Stopień usunięcia wad ocenia się na podstawie rysunków w normie, a więc narzędziem jest norma (tab. 1). Można też zastosować przyrządy, takie jak wzorzec zaokrąglenia krawędzi (fot. 3).

Tabela 1. Przykładowe wady powierzchni. Tu fotografie i rysunki, a w normie tylko rysunki.
PN-EN ISO 8501-4:2021-04
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów. Wzrokowa ocena czystości powierzchni. Część 4: Stany wyjściowe powierzchni, stopnie przygotowania i stopnie rdzy nalotowej związane z czyszczeniem strumieniem wody pod wysokim ciśnieniem.
PN-EN ISO 12944-4:2018-02
Farby i lakiery. Ochrona przed korozją konstrukcji stalowych za pomocą ochronnych systemów malarskich. Część 4: Rodzaje powierzchni i sposoby przygotowania powierzchni.
Ta norma obejmuje podstawowe metody przygotowania powierzchni, czyli obróbkę strumieniowo-ścierną i czyszczenie mechaniczne, ale także wiele innych metod, takich jak:
- obróbka hydrościerna,
- obróbka chemiczna, w tym trawienie kwaśne lub alkaliczne,
- mycie w rozpuszczalnikach itp.
Metody mechaniczne są bardziej szczegółowo ujęte w wymienionych wcześniej normach z grupy PN-EN ISO 8501, a pozostałe metody nie są metodami znormalizowanymi i w związku z tym nie ma przyrządów do ich kontroli.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}