




Czy ścierniwa metalowe wytwarzają niebezpieczne pyły na stanowisku pracy i dla otaczającego go środowiska naturalnego?
Tematyka pylenia śrutów staliwnych, żeliwnych, nierdzewnych, ciętych z drutu stalowego i metali kolorowych nie była dotąd podejmowana. Jedynie przy okazji poszukiwania alternatywy dla piasku kwarcowego zbadano śrut staliwny wysokowęglowy.
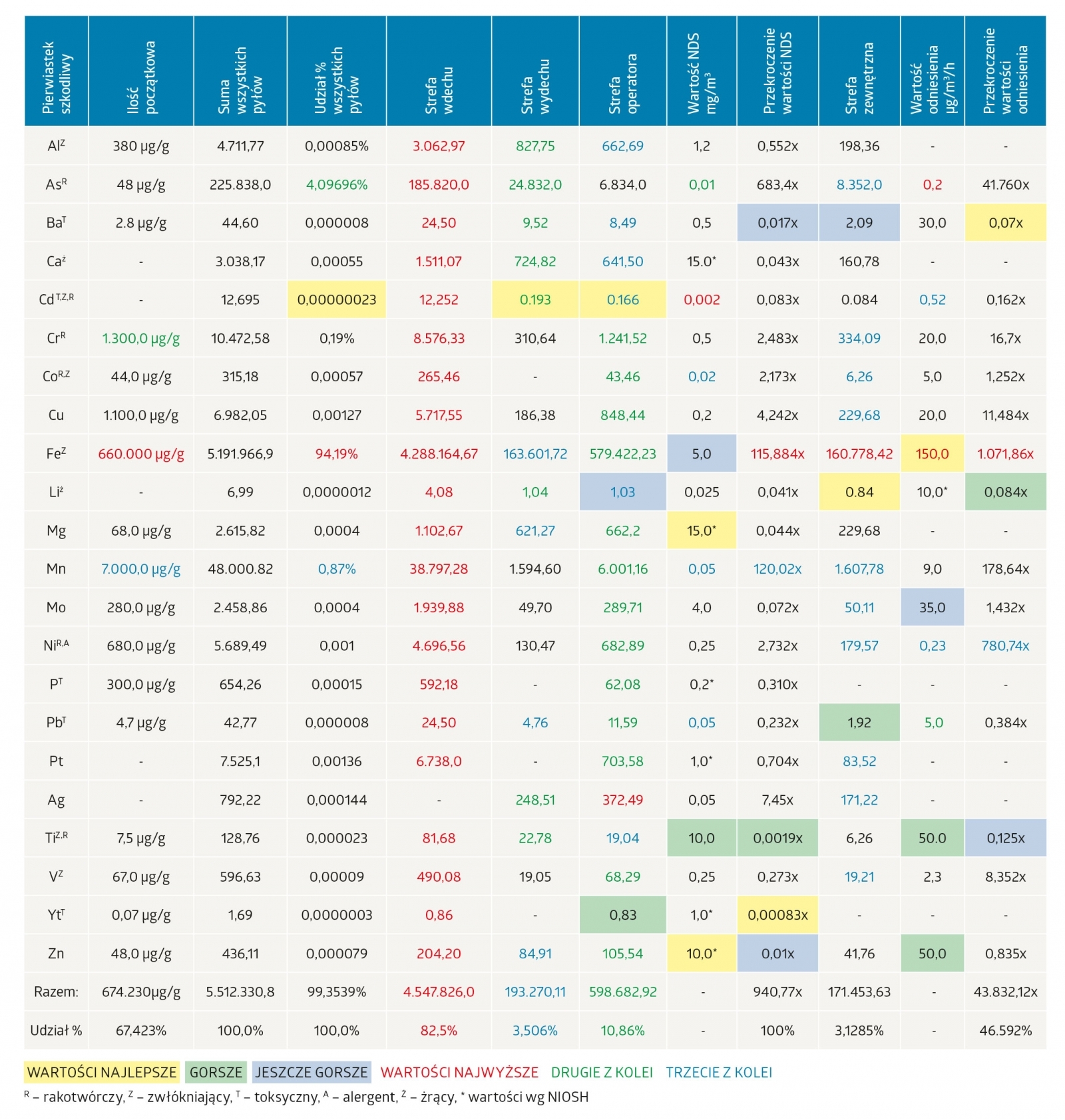
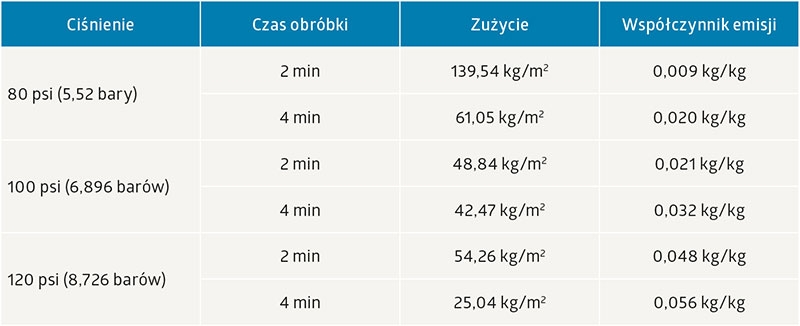
Podjęła się tego firma KTA TATOR Inc. na zlecenie Amerykańskiej Agencji Ochrony Pracy (National Institute for Occupational Safety and Health - NIOSH) w latach 1998 i 1999. W powyższej pracy dokonano pomiaru poziomu pyłów powstających podczas obróbki strumieniowo-ściernej paneli ze stali zwykłej z podziałem pomiarów na następujące strefy: zewnętrzną, operatora, wdechu i wydechu. Ilości pyłów zostały określone drogą ważenia pozostałości na filtrach plastikowych. Doświadczenie przeprowadzono w komorze śrutowniczej wyposażonej w oczyszczarkę pneumatyczną pracującą pod ciśnieniem 6,895 bara, z dyszą typu Boride Venturi ¼ cala (6,4 mm), z prędkością przesuwania strumienia ściernego 15,24–22,86 m/min, śrutem ostrokrawędziowym wielkości 0,44 mm. Obróbce strumieniowo-ściernej poddano panele stalowe, które były wstępnie oczyszczone z rdzy, zendry i innych zanieczyszczeń. Otrzymane wartości powstającego pyłu są większe około 10 razy niż śrutu okrągłego staliwnego wysokowęglowego S o trwałości 4078 przejść do całkowitego rozbicia, ponieważ trwałość śrutu staliwnego ostrokrawędziowego twardego GH wynosi 417 zawróceń, a miękkiego GS 3475 zawróceń wg SSPC. Uzyskane ilości pyłu są więc wyższe niż śrutów okrągłych. Strefa wdechu i wydechu były zlokalizowane na poziomie kasku ochronnego, ale w rzeczywistości powietrze do oddychania pochodzi ze sprężarki, od której odnoga skierowana jest wprost do kasku po przefiltrowaniu przez dokładny filtr z węglem aktywnym, który pochłania pyły, wodę i oleje. Pył strefy wdechu w ilości 82,5% w tym doświadczeniu jest zatem pyłem zbliżonym do głównego miejsca powstawania pyłu na powierzchni obrabianego materiału. Pył w strefie wydechu w ilości 3,5% jest raczej stężeniem pyłu podawanego pod kask przewietrzany*. Należy zatem pilnować, by posiadać sprawne filtry, a powietrze pobierane przez kompresor znajdowało się poza strefą zapyloną i było osłonięte oraz wkład filtra powietrznego usytuowany na wężu zasilającym kask przewietrzany był odpowiednio często wymieniany. Porównując ilość pyłu respirabilnego ze strefy zewnętrznej, która wynosi w tym doświadczeniu 17453 µg/m3, stanowiącą 3,313% wszystkich zmierzonych pyłów, oznacza to, że uzupełniającą ilość do 10% stanowią najdrobniejsze pyły respirabilne, które nie zostały wychwycone przez filtr wentylacyjny.
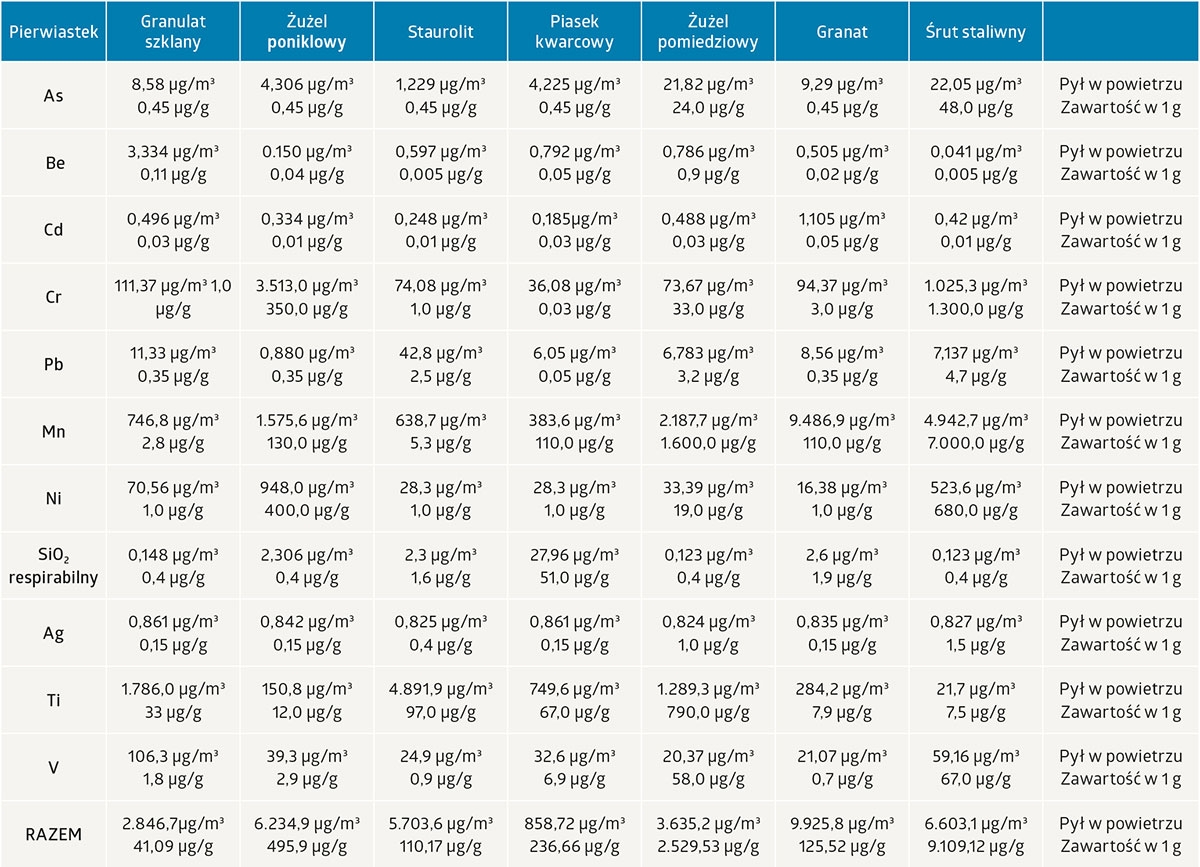
Badacze z KTA TATOR podali jako wartości początkowe doświadczenia współczynniki pylenia większości pierwiastków zawartych w pyłach śrutów. Nie badano jednak charakterystycznych dla śrutów toksycznych pierwiastków, jak węgiel C, krzem Si i siarka S. Wykazano, że zawartość kwarcu krystalicznego i krystobalitu SiO2 jest w śrucie staliwnym poniżej poziomu wykrywalności. Czas operacji śrutowania to 1 do 3 minut.
Działanie respirabilnego śrutu stalowego na płuca nie zostało dogłębnie zbadane. Pył respirabilny – to zbiór cząstek przechodzących przez filtr wstępny o wymiarach cząstek o średniej wartości aerodynamicznej 3,5 ± 0,3 µm. Chociaż składa się on głównie z żelaza, nie można go uznać za równoważny tlenkowi żelaza, ponieważ jego trwałość biologiczna może być znacząco różna od tlenku żelaza. Śrut stalowy, w przeciwieństwie do piasku, nie powodował znacznego stanu zapalnego, uszkodzenia ani zwłóknienia płuc po 30-dniowym przebywaniu w tchawicy.
W kontrolowanych środowiskowo badaniach laboratoryjnych i terenowych śrut stalowy wytwarza znacznie niższe stężenia pyłu respirabilnego niż piasek kwarcowy. Jednak generował on znacznie wyższe stężenia czynników rakotwórczych, takich jak nikiel i arsen, niż u większości ścierniw. Nie są dostępne żadne badania oceniające rakotwórczość wdychanego śrutu staliwnego ani stalowego.
Dla minimalizacji uciążliwości kurzenia obróbki strumieniowo-ściernej zaleca się oddzielenie operacji czyszczenia strumieniowo-ściernego od sąsiednich obszarów przy użyciu następujących odległości buforowych według rodzaju operacji:
- oczyszczanie strumieniowo-ścierne na mokro – 50 metrów
- czyszczenie strumieniowo-ścierne na sucho – 200 metrów.













{kind=link}
{kind=link}
{kind=link}
{kind=link}