




Fot. 1. Linia produkcyjna śrutowania oraz lakierowania stalowych elementów wielkogabarytowych


Fot. 10. Komora lakiernicza wyposażona w roboty przemysłowe do nanoszenia powłoki lakierniczej
Kabina lakierniczo-suszarnicza posiada następujące parametry techniczne:
- wymiary komory roboczej L × B × H: 12 000 × 4000 × 2800 mm
- wymiary bramy wjazdowej B × H: 3700 × 2500 mm
- wentylator nawiewny: 2 × 25 000 m3/h, (2 × 15 kW)
- wentylator wyciągowy: 2 × 25 000 m3/h, (2 × 15 kW), wyk. ATEX
- czynnik grzewczy: gaz ziemny GZ50 [E]
- moc palników gazowych: 2 × 390 kW
- zapotrzebowanie mocy: 350 kW
- średnia temperatura powietrza w czasie lakierowania: do 18°C
- cyrkulacja powietrza w czasie suszenia: ok. 90%
parametry pracy suszarki:
- temperatura powietrza obiegowego: do 60°C
- ilość powietrza w obiegu: ok. 40 000 m3/h
- ilość powietrza usuwanego z suszarki: ok. 800 m3/h
Podczas procesu lakierowania operacje przemieszczania wzdłużnego i obrotu wokół osi poziomej realizowane są analogicznie do procesu oczyszczania, z zachowaniem wymagań określonych technologią lakierniczą.
System sterowania PLC
Śrutownica oraz lakiernia funkcjonują w trybie automatycznym (fot. 11), a obsługa ogranicza się do uruchomienia cyklu pracy urządzenia. Linia sterowana jest za pomocą sterownika swobodnie programowalnego SIMATIC S7, co umożliwia elastyczne programowanie parametrów pracy zgodnie z wymaganiami procesu. Cała linia posiada ponadto system sygnalizacji i blokad, które chronią mechanizmy przed uszkodzeniem oraz zabezpieczają obsługę przed zagrożeniami wypadkowymi.

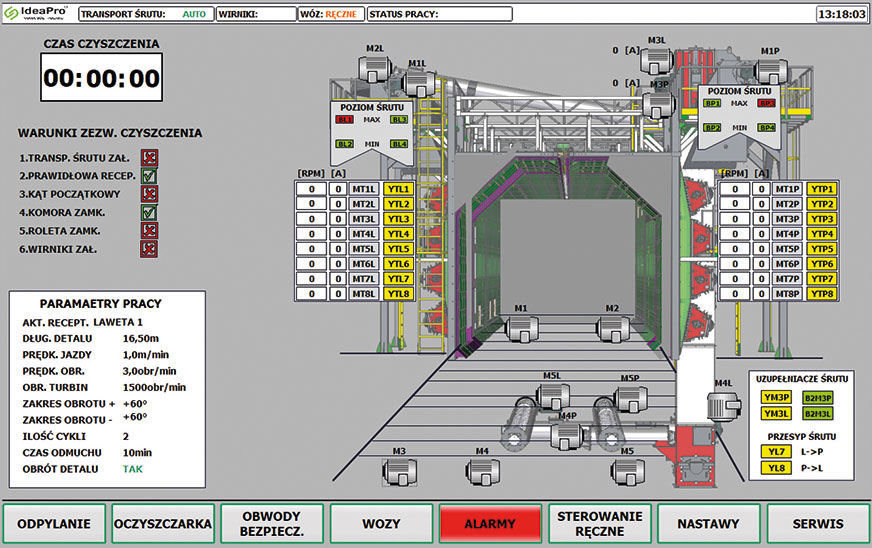
Fot. 11. Sterowanie elektryczne/elektroniczne śrutownicy
Wszystkie parametry poszczególnych cykli oczyszczania mogą być archiwizowane w pamięci panelu operatorskiego. Wyszczególnione przez klienta parametry pracy oczyszczarki wraz z archiwizowanymi danymi mogą być przekazywane za pomocą sieci komunikacyjnej do centralnego systemu zarządzania wewnątrz firmy.
Pulpit szafy sterowniczej wyposażony jest w dotykowy ekran z wizualizacją stanu pracy urządzeń. Umożliwia on także tworzenie bazy receptur z parametrami pracy oczyszczarki dla poszczególnych typów elementów. Tworzenie i edycja receptur chroniona jest hasłami dostępu dla upoważnionego personelu. Operator zobowiązany jest tylko to wybrania i zainicjonowana odpowiedniej receptury zgodnej z oczadzanym elementem. Pulpit umożliwia również definiowanie parametrów procesu dla różnych typów elementów.
Zastosowane sterowanie elektroniczne zapewnia pracę linii śrutowania i lakierowania w pełnym cyklu automatycznym. Do obowiązków obsługi należy jedynie cykliczne uruchamianie procesu oraz załadunek i rozładunek elementów. Nadzór nad całą linią śrutowania i lakierowania oraz serwis wykonany jest z wykorzystaniem łącza internetowego w trybie on-line.
*Artykuł jest częścią cyklu poświęconego śrutownicom produkowanym przez firmę IdeaPro w Nowej Soli.
Do specjalnego zastosowania. Wydanie nr: 6(134)/2021
Innowacyjne konstrukcje maszyn. Wydanie nr: 2(136)/2022
inż. Piotr Rudy
Prezes Zarządu
IdeaPro Sp. z o.o.













