




Dobry proces to dobra logistyka
Teoretycznie są to najprostsze etapy procesu malowania. Często też najnudniejszy etap procesu projektowania lakierni, który – często ignorowany podczas planowania technologii – później jest przeklinany przez kolejne lata pracy linii. Dobrze zaprojektowany załadunek i rozładunek jest bezpieczny, funkcjonalny i adaptacyjny do zmiennych programów produkcji. W przyszłości można go najłatwiej zmodyfikować – pod warunkiem, że dostawca transportu będzie chciał jeszcze współpracować z użytkownikiem.
Przedstawiam kluczowe aspekty, które należy uwzględnić podczas projektowania nowego procesu technologicznego.
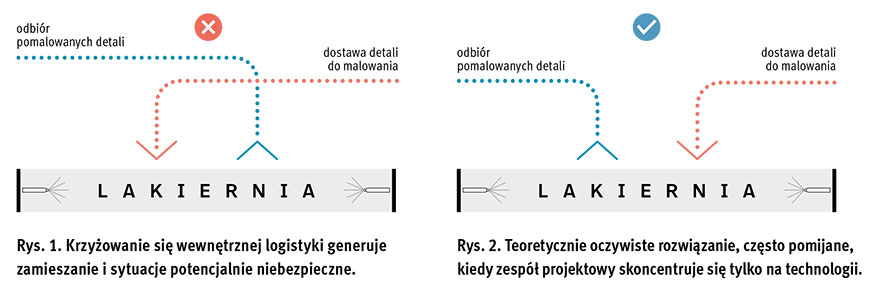
Lokalizacja stref musi być dostosowana do przepływu materiału przez cały zakład. Unikajmy skrzyżowań. Wejście i wyjście z procesu muszą być zgodne z kierunkiem dostarczania i odbioru pomalowanych detali.
Załadunek – idealnie, kiedy jest zintegrowany bezpośrednio z liniami montażowymi lub dedykowanym magazynem (buforem).
Rozładunek umieszczony przy liniach montażowych lub bezpośrednio przy stanowiskach pakowania lub kolejnych operacjach technologicznych.
Kontrola jakości zintegrowana ze stanowiskiem rozładunku daje natychmiastową informację do lakierników o potencjalnych problemach.
Rozmiary oraz liczba stref muszą być dostosowane do taktu operacji manualnych i technologicznych. Rozładunek powinien pomieścić stanowiska do kontroli i pakowania. Z tego powodu warto rozważyć tutaj znacznie więcej miejsca vs załadunek.

Platformy vs zawieszenie z poziomu posadzki. Windy i zjazdy systemów transportowych wymagają dodatkowych inwestycji, ale dają możliwość pracy z poziomu posadzki, co zdecydowanie ją upraszcza. Natomiast praca na platformach wymaga często wsparcia wózków widłowych i dodatkowej obsługi.
Automatyzacja usprawnia wymagane operacje manualne pod warunkiem, że system zawieszek jest ustandaryzowany i umożliwia obsługę całego programu produkcji. W innym przypadku konieczne jest przygotowanie dodatkowych załadunków i rozładunków na detale, które muszą być zawieszane manualnie.
Podsumowując, strefy pracy manualnej, szczególnie załadunek i rozładunek, najszybciej pokazują braki w dopracowaniu projektu nowej technologii. Brak funkcjonalności, problemy w utrzymaniu bezpiecznych standardów pracy oraz bałagan organizacyjny generują później problemy w realizacji zadań nawet w najlepiej zaprojektowanych procesach technologicznych. Dobry layout, który tworzą praktycy z produkcji i logistyki, zdecydowanie bardziej broni się w realnej pracy i wspiera optymalne działanie linii. Rafał Adamus
Adamus Consulting
Oficjalny przedstawiciel automatycznych systemów transportowych i logistycznych
Kontakt:
+48 600 255 462
r.adamus@schierholz.de
Region: Polska, Czechy, Słowacja, Węgry













