/projekt_003.jpg)
Elementy przed wejściem do pieca do polimeryzacji.
/projekt_004.jpg)
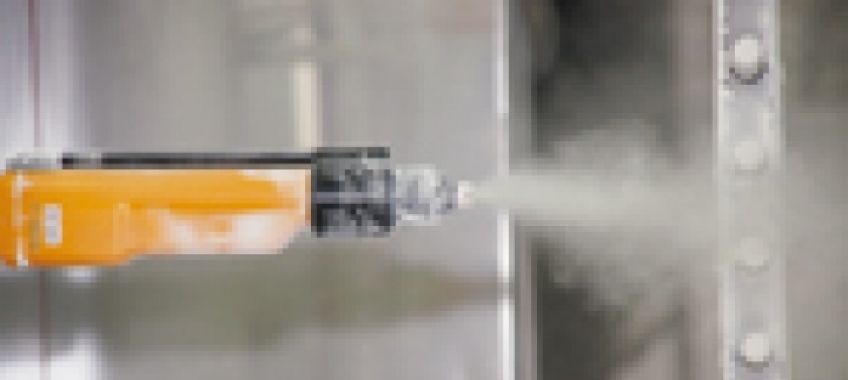
Kabina proszkowa obsługiwana jest przez 6 automatycznych pistoletów 1 ręczny.
Proces przygotowania detali odbywa się mechanicznie poprzez śrutowanie automatycznej śrutownicy, przygotowującej metodą strumieniowo-ścierną powierzchnię prefabrykatów do malowania farbami proszkowymi lub wodorozcieńczalnymi. Taki proces gwarantuje całkowite usunięcie ewentualnej korozji, zanieczyszczeń oraz odtłuszczenie. Następnie przygotowane elementy transportowane są na stanowisko lakierni proszkowej lub ciekłej. Transport jest częściowo automatyczny, tzn. jedynie pomiędzy poszczególnymi operacjami odbywa się ręcznie. Kabinę proszkową obsługuje 6 automatycznych pistoletów 1 ręczny do domalowania detali. Najczęściej używane są dwa kolory: czerwony biały. Stąd też nie było potrzeby inwestowania kabinę do szybkiej zmiany kolorów. Niemniej jednak, aby uniknąć czasu na wymianę farby wyczyszczenie urządzeń, produkcja jest tak zaplanowana, aby jak najdłużej malować jednym kolorem. Szafa sterująca OptiFlex A1 firmy ITW Gema to rozwiązanie optymalne dla prostych systemów automatycznych. Zawiera jednak wszystkie podstawowe funkcje niezbędne do uzyskania powłoki wysokiej jakości. To urządzenie zwartej budowie, które może być wbudowane każdą istniejącą instalację do malowania proszkowego. firmie Instac podczas jednej zmiany malowanych jest malarni proszkowej średnio 200 rur średnicy 50 mm. Podobne wyniki uzyskuje się lakierni ciekłej. Jest ona ciekawie zaprojektowana, tak aby proces malowania był jak najbardziej optymalny: jednej kabinie są dwa stanowiska tak zainstalowane, aby móc malować jednocześnie rurę dwóch różnych stron, co nie wymaga jej obracania.
/projekt_005.jpg)
Kabina do ciekłego malowania.
/projekt_006.jpg)
Szafa sterująca pracą automatycznych pistoletów.
- Cała lakiernia pracuje bardzo sprawnie, co pozwala zachować ciągłość produkcji – mówi Sebastian Legomiński, kierownik malarni. - Zastosowanie farb proszkowych, farb wodorozcieńczalnych oraz dodatkowo zainstalowanie specjalistycznych filtrów spowodowało niemal całkowite wyeliminowanie emisji lotnych związków organicznych innych substancji nieprzyjaznych środowisku naturalnemu. Chociaż dostawcami urządzeń były różne firmy, takie jak Monkiewicz (system transportu, piec do polimeryzacji, kabina proszkowa), Ekomal (kabina do malowania ciekłego), Ankotech (sprzęt do malowania elektrostatycznego farbami mokrymi), Poltech (śrutownia), ITW Gema (szafa sterująca, manipulatory pistolety), to profesjonalny nadzór firmy EKO-BHL sprawił, że cykl produkcyjny składający się procesu przygotowania powierzchni, malowania utwardzania lakieru daje znakomity efekt końcowy spełnia oczekiwania klienta.
- Dzięki całej tej inwestycji możemy teraz gwarantować światowe standardy naszych produktów, co do tej pory nie zawsze było możliwe stosując farby rozpuszczalnikowe, które nie zapewniały odpowiedniej jakości trwałości nałożonej powłoki – dodaje Jacek Niegowski. - Obecnie zastosowanie nowoczesnej technologii elektrostatycznego pokrywania stali pozwala uzyskać powłokę spełniającą zarówno funkcje estetyczne, jak również ochronne.Grzegorz Petka
Fot. Julian Ciesielski