




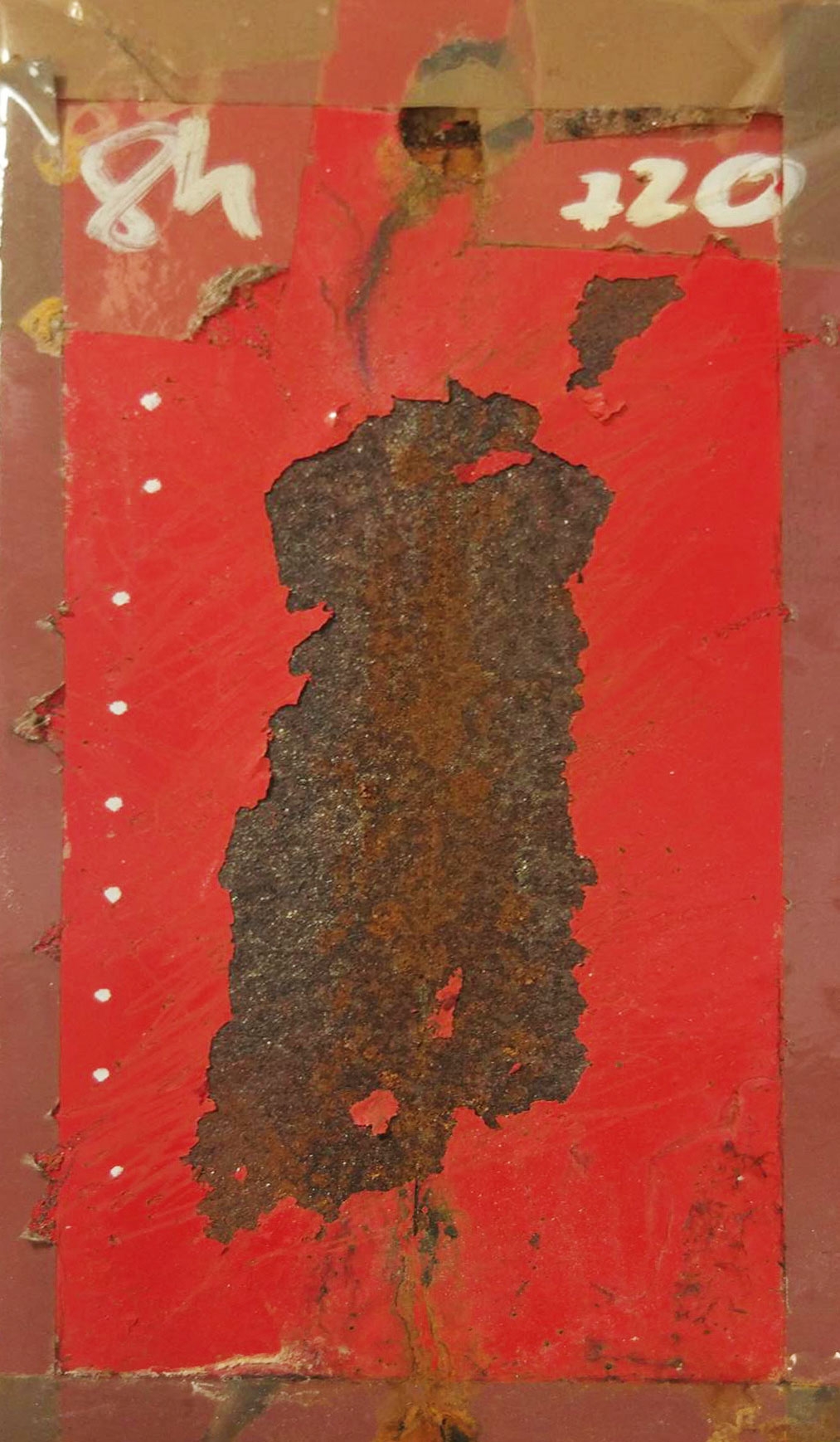
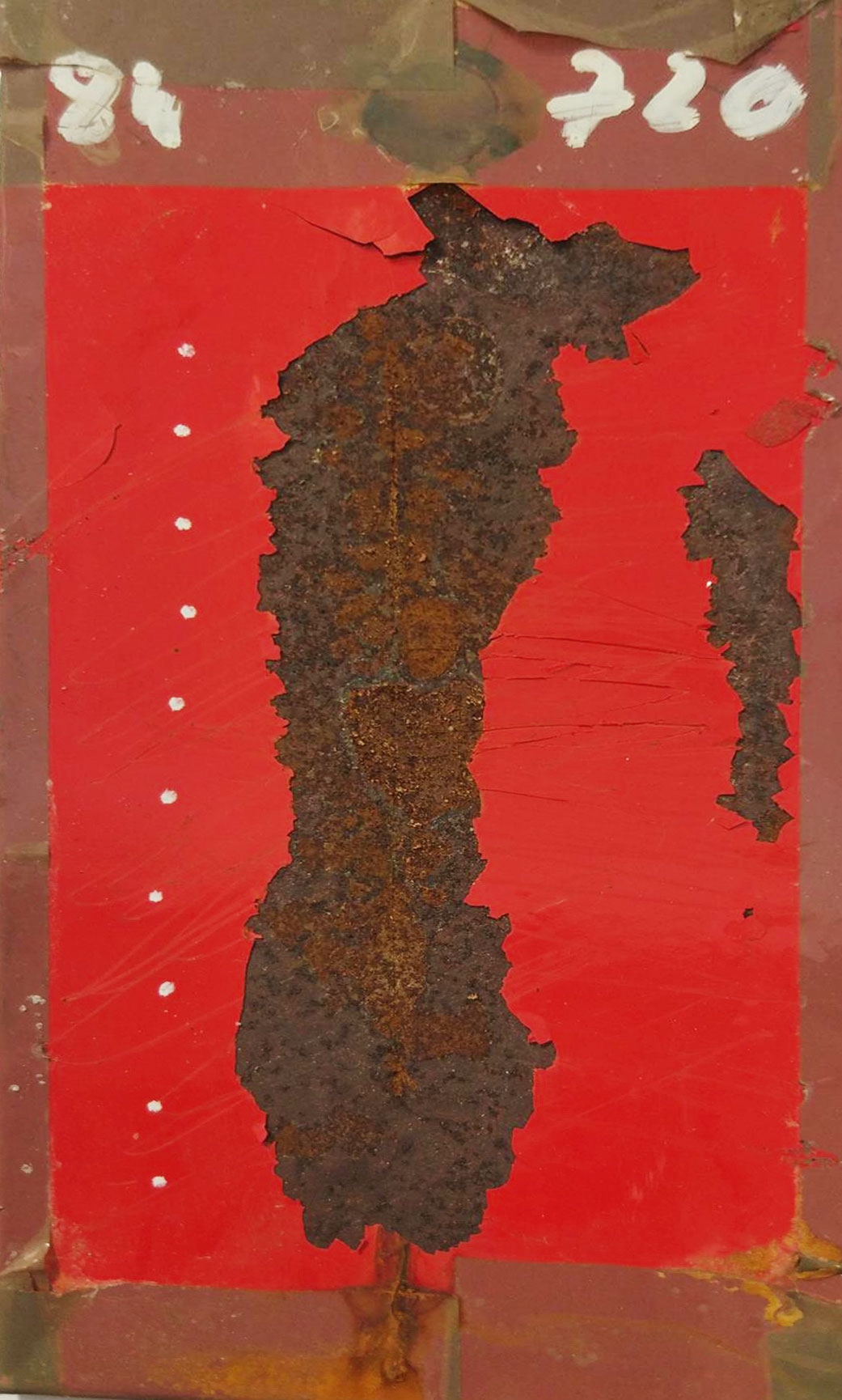
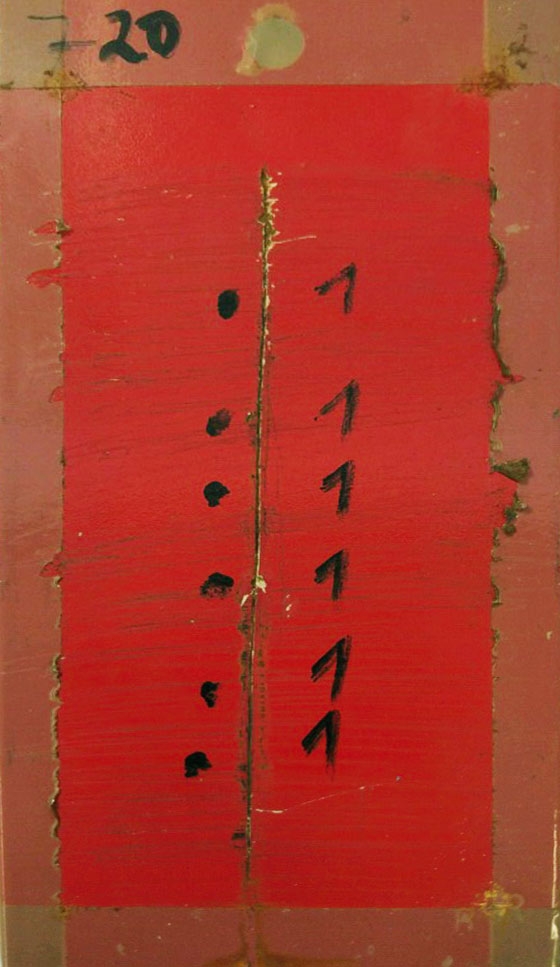
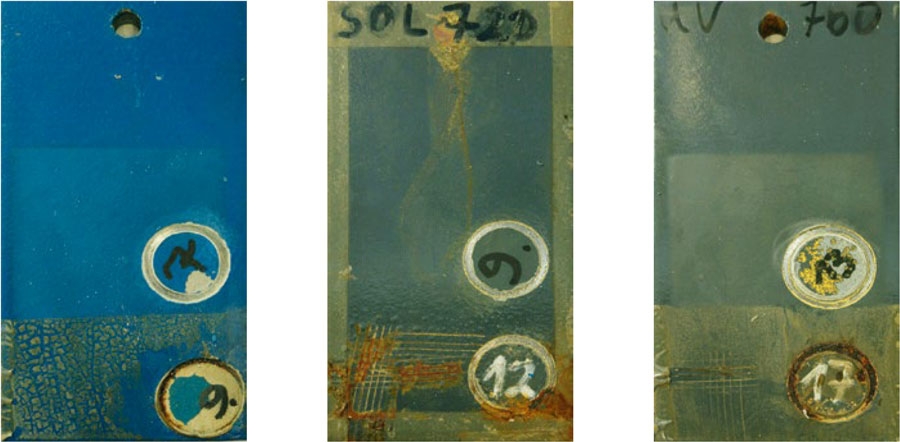
Powłoki po teście gięcia na stożku.
Powłoki ciekłe odpowiednio dobrane do warunków pracy
Farby i lakiery w postaci ciekłej towarzyszą ludzkości od prehistorii do dziś. Podczas tysięcy lat ewolucji stosowaliśmy je do ochrony niemal wszystkiego – ścian w domu, karoserii samochodów, promów kosmicznych. Najpopularniejsze farby rozpuszczalnikowe dominują dziś w sektorze powłok ochronnych i specjalistycznych. Jednak zgodnie z najnowszym raportem The Freedonia Group, w 2020 roku na pierwsze miejsce w USA wysuną się ekologiczne lakiery wodorozcieńczalne.
Malowanie towarzyszy nam od małego dziecka, kiedy już nuciliśmy razem z zespołem Fasolki „Kolorowe kredki”, jak również, gdy byliśmy starsi i śpiewaliśmy utwór 2 plus 1 „Chodź, pomaluj mój świat”. Jednak warto wiedzieć, że lakiery służą nam do walki z najdroższym (najbardziej kosztownym) wrogiem ludzkości – korozją. Według różnych szacunków jest to nawet 1% PKB każdego państwa. Produkt krajowy Polski w 2015 roku wyniósł 1,79 bln zł – podaje GUS, więc straty korozyjne mogą sięgać nawet 170 mld złotych.
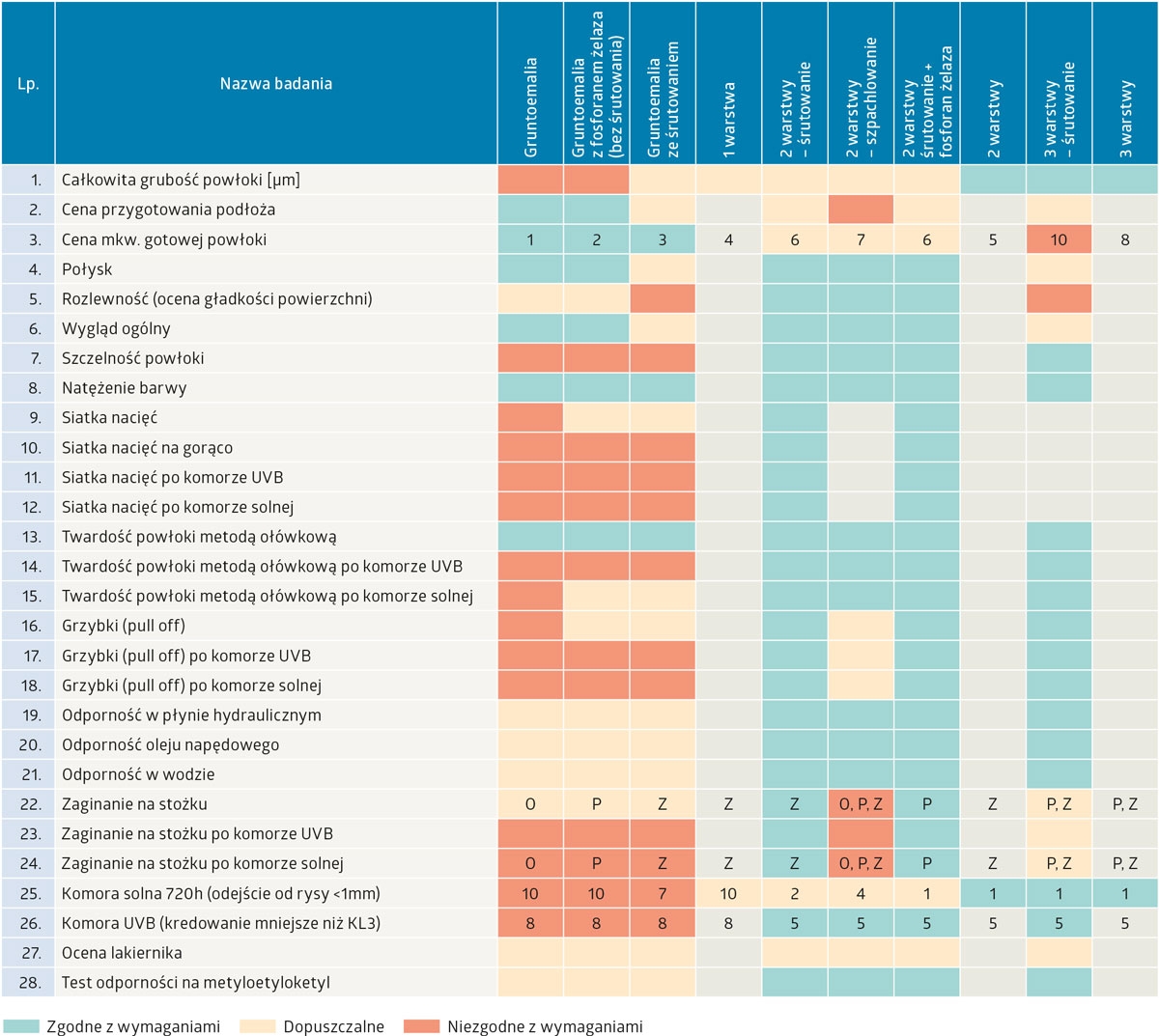
Ponieważ korozja to duży problem, przedsiębiorstwo Metal-Fach z Sokółki postanowiło jak najskuteczniej działać przeciwko temu zjawisku i pokrywa swoje wyroby systemami farb ciekłych dwuwarstwowych. Przygotowane podłoże do Sa 2,5, zgodnie z PN-EN ISP 8501-1, daje pewność, że tak dopracowany system lakierniczy spowoduje, iż wyroby będą służyć właścicielowi, aż mu się nie znudzą. Aby mieć pewność zabezpieczeń antykorozyjnych, zarząd firmy z Sokółki postanowił zainwestować w laboratorium do badań powłok ochronnych. Są one przeprowadzane zgodnie z branżowymi normami europejskimi oraz polskimi. Powłoki są dobierane stosownie do środowiska, w jakim maszyna będzie pracować, np. C5 (podkład cynkowy, warstwa wypełniająca, powłoka wierzchnia), zgodnie z normą PN-EN ISO 12944-5. Cykl badań przedstawiony w artykule w „Lakiernictwie Przemysłowym” nr 3(107)/2017 został opracowany wspólnie z przedstawicielami wielu czołowych światowych przedsiębiorstw, jak i z niezależnymi inspektorami. Uwzględniono warunki pracy maszyn rolniczych, jak i komunalnych w różnych regionach świata: od gorącej Kuby, gdzie maszyny z Sokółki wożą tytoń, z którego powstają najsłynniejsze na całym świecie cygara, po mroźne góry Kazachstanu, gdzie ładowacze czołowe wraz z osprzętem muszą odśnieżyć dojazd do szpitala czy szkoły. Użytkownicy na całym świecie liczą, że ich nabytek będzie przez długie lata skutecznie opierać się atakom korozji. W tabeli zamieszczono wyniki testów systemów antykorozyjnych zaprojektowanych do środowiska C3 oraz C5. Badane próbki były przygotowane do stopnia czystości Sa 2,5. Wniosek jest taki, że warto zainwestować w system malarski o wyższych właściwościach ochronnych.
Jednak nawet najlepiej dobrana i wykonana powłoka na odpowiedniej jakości podłożu może nie spełnić swojego zadania z uwagi na elementy „dodatkowe”. Są np. spoiny (w kolejnym numerze „Lakiernictwa Przemysłowego” będzie się można zapoznać z lakierowaniem elementów po ocenie nieniszczącej spoin), które są nie do końca wtopione w element, ostre krawędzie po obróbce mechanicznej, nieprzylegające do siebie całkowicie elementy (jednak w tak małej odległości od siebie, że nie będziemy w stanie ich zamalować) i wiele innych. Odbierając powłokę inspektor nie może ich zbagatelizować, bo inaczej na naszej świeżej, nowej i lśniącej maszynie lub konstrukcji stalowej bardzo szybko ukażą się oznaki korozji.
Dodatkowym problemem jest również mała wiedza osób nakładających powłoki. W Polsce nie ma szkół zawodowych kształcących lakierników przemysłowych, a lakierowanie w warsztatach samochodowych różni się bardzo od nakładania powłoki ochronnej na elementy przemysłowe. Brak kształcenia w szkołach powoduje, że w praktyce powstaje wiele wad spowodowanych brakiem wiedzy pracowników na tak podstawowe tematy, jak przygotowanie podłoża, parametry lakierowania, parametry nakładania lakierów specjalnych (np. takich jak podkład cynkowy).
Warto zatem przypomnieć podstawowe definicje związane z lakierowaniem. Farby składają się z żywicy, pigmentów, rozpuszczalników i wypełniaczy. Można je podzielić na wiele rodzajów według różnych kryteriów. Na ogół farby klasyfikujemy w zależności od typu zastosowanej żywicy lub sposobu jej wysychania. Żywica wywiera największy wpływ na własności farby.
Lakiery możemy podzielić z uwagi na rodzaj schnięcia, w zależności od żywicy w nich zastosowanej:
- schnące fizycznie (farby akrylowe, chlorokauczukowe, winylowe, bitumiczne) – są to farby jednoskładnikowe nieodporne na rozpuszczalniki oraz zmiany temperatur. Proces schnięcia jest odwracalny, to znaczy, że po dodaniu rozpuszczalnika początkowo zacznie ona mięknąć, a następnie przejdzie w fazę ciekłą. Taki rodzaj powłoki cechuje się znacznie niższą odpornością mechaniczną od powłok schnących w inny sposób.
- schnące oksydacyjnie (farby alkidowe, epoksyestrowe) – powłoka jednoskładnikowa, która utwardza się przez okres kilku lat przy kontakcie z powietrzem, po tym okresie może stać się krucha. Posiada dużo wyższą odporność mechaniczną niż powłoki schnące fizycznie oraz odporność na temperaturę 80-90°C.
- utwardzane chemicznie (farby poliuretanowe, polimocznikowe, epoksydowe, feno-epoksydowe, alikokrzemianowe, siloksilanowe) – farby te posiadają najwyższą odporność chemiczną, mechaniczną oraz korozyjną z wymienionych powłok. Są to najczęściej systemy dwuskładnikowe (poza niektórymi gruntoemaliami oraz poliuretanami), które w wyniku reakcji chemicznej składników utwardzają się samoczynnie w krótkim czasie.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Komentarze (0)