




Chcąc kontynuować opis zagadnień z części I artykułu, dotyczących systemu określania ilości i rozmiaru kolejnych rodzajów uszkodzeń, warto zwrócić uwagę na nowelizację niektórych części normy ISO 4628. Jak ma to miejsce w przeważającej ilości norm, podlegały one okresowym przeglądom i rozważaniom, w wyniku których podejmowano decyzję o ich nowelizacji, opracowaniu zmian lub zachowaniu w postaci niezmienionej.
W marcu tego roku opublikowano nowe wydania PN-EN ISO 4628-1, 2, 3, 4, 5, 10:2016-03, które są wprowadzeniem norm europejskich w języku oryginału, tym samym zastępując wydania z 2005 r. Odnosząc się do wszystkich wymienionych części, obecna nowelizacja dotyczy stosowania normy ISO 13076, w której ustalono rodzaj oświetlenia oraz sposób przeprowadzenia oceny wizualnej próbek po sztucznym starzeniu. We wcześniejszych wydaniach jedynie wskazywano, aby ocenę przeprowadzić w dobrym oświetleniu.
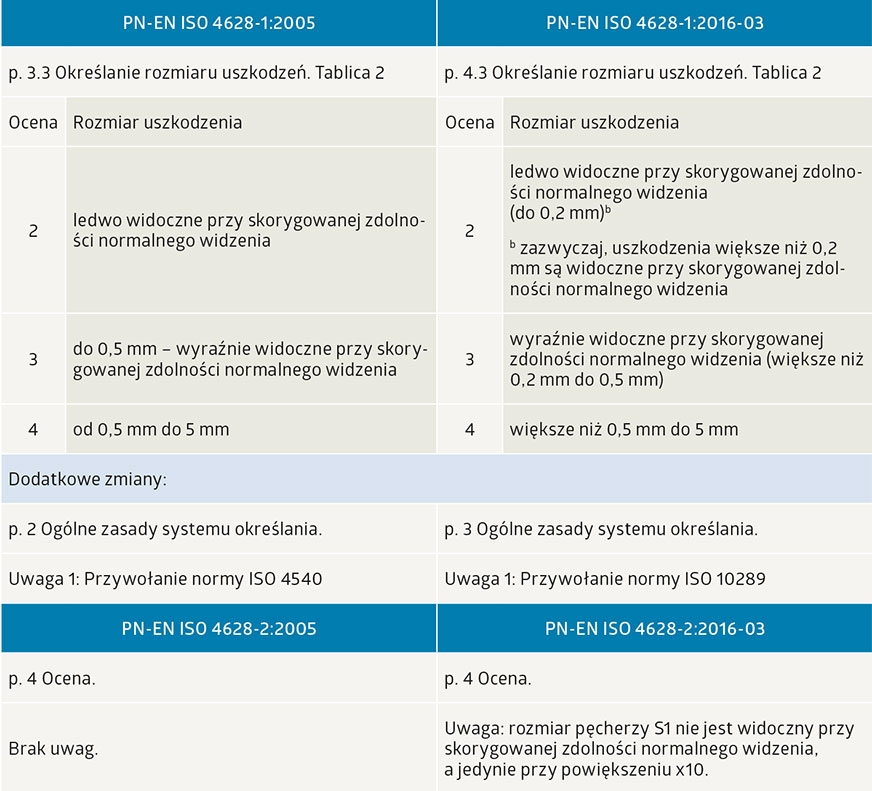
W tabeli 1 przedstawiamy porównanie innych wymagań mających wpływ na wynik oceny.
Ponadto ww. normach wystąpiły zmiany redakcyjne niemające wpływu na sposób przeprowadzenia oceny. W części I artykułu, nadmieniałyśmy, że w PN-EN ISO 4628-2:2005 brak jest odniesienia do pęcherzy o rozmiarze S1, co często utrudniało właściwe określenie wyniku po badaniu. Nowe wydanie normy umożliwia uszczegółowienie interpretacji zmian w postaci pęcherzy o tym rozmiarze.
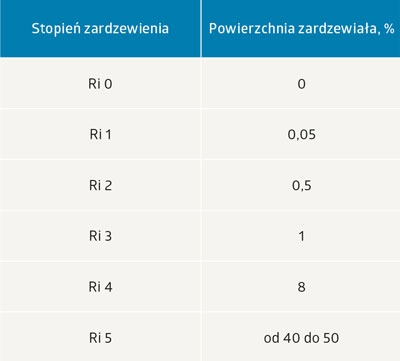
W normie PN-EN ISO 4628-3 Farby i lakiery -- Ocena zniszczenia powłok -- Określanie ilości i rozmiaru uszkodzeń oraz intensywności jednolitych zmian w wyglądzie -- Część 3: Ocena stopnia zardzewienia, została opisana metoda oceny stopnia zardzewienia powstającego na pomalowanych powierzchniach płytek stalowych poddanych starzeniu w sztucznych atmosferach. Zardzewienie, występujące w postaci rdzy przenikającej przez powłokę i widocznej korozji podpowłokowej, ocenia się poprzez porównanie wyglądu starzonych płytek z wzorcami obrazowymi zawartymi w normie przedstawiającymi zardzewiałe w różnym stopniu pomalowane powierzchnie płytek stalowych. Stopień zardzewienia oznacza się symbolem Ri oraz liczbą od 0 do 5 odpowiadającą określonej powierzchni zardzewiałej wyrażonej w % (Tab. 2, Rys. 1).
Skala stopnia zardzewienia przedstawiona w PN-EN ISO 4628-3 składa się z określonych wartości liczbowych skorodowanej powierzchni i kończy na zakresie powierzchni zardzewiałej odpowiadającej 40-50%. Pomiędzy danymi stopniami istnieje wyraźny przeskok w wartościach. Jak zatem ocenić zardzewienie odpowiadające powierzchni pomiędzy np. 8 a 40% lub większej niż 50%? W przypadku, gdy korozja pojawia się na powierzchni płytki przekraczającej 50% w celu opisu zmian można posłużyć się następującym zapisem: stopień zardzewienia > Ri 5 wraz z przybliżoną wartością powierzchni zardzewiałej podaną w %. Natomiast w przypadku występowania powierzchni zardzewiałej pomiędzy np. 8 a 40% jako wynik oceny można podać zakres stopni zardzewienia: Ri 4 – Ri 5 wraz z przybliżoną wartością procentową zardzewiałej powierzchni.
Podczas gdy w wyniku starzenia powłok zardzewienie pojawia się w różnych miejscach badanej płytki bądź detalu, np. na krawędziach czy przy otworach, z różną intensywnością, to jako wynik oceny należy określić stopień zardzewienia osobno dla każdego z danych obszarów (Rys. 2).
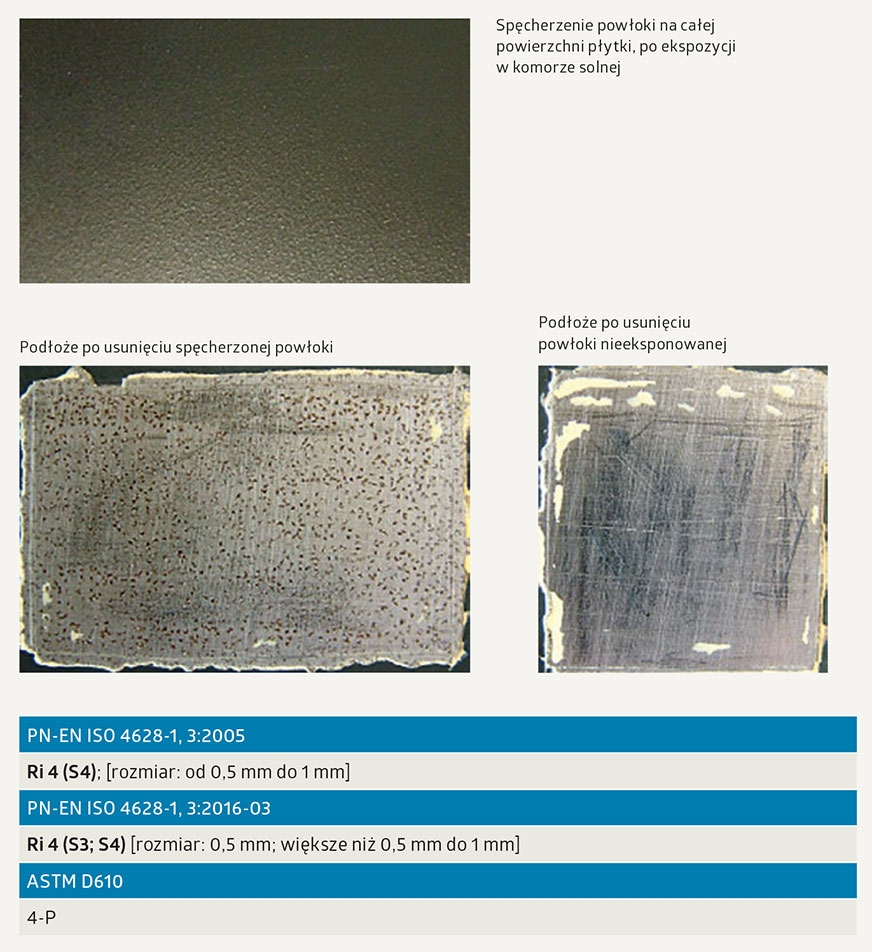
Natomiast w przypadku wystąpienia na badanej powierzchni punktów rdzy, których rozmiar nie odpowiada przedstawionym w normie wzorcom obrazowym, do określenia stopnia zardzewienia należy wykorzystać system oceny rozmiaru uszkodzeń zawarty w PN-EN ISO 4628-1.
W porównaniu do wydania normy PN-EN ISO 4628-3 z 2005 roku w najnowszym wydaniu w tabeli 1 odnoszącej się do klasyfikacji zardzewienia przy powierzchni zardzewiałej odpowiadającej stopniowi zardzewienia Ri 5 zamieszczono uwagę wyjaśniającą o następującej treści: „Zmierzona powierzchnia zardzewienia na rysunku A.5 wynosi około 35%. Jeżeli wizualna ocena jest dokonywana przy zastosowaniu rysunku 5, wrażenie zardzewiałej powierzchni wskazuje na 40%-50%. Jednym z powodów może być częściowe odwarstwienie płatków rdzy niedających się odróżnić od innej zardzewiałej powierzchni. Ten fakt jest nieistotny, ponieważ Ri 5 jest stopniem poza jakąkolwiek specyfikacją”.
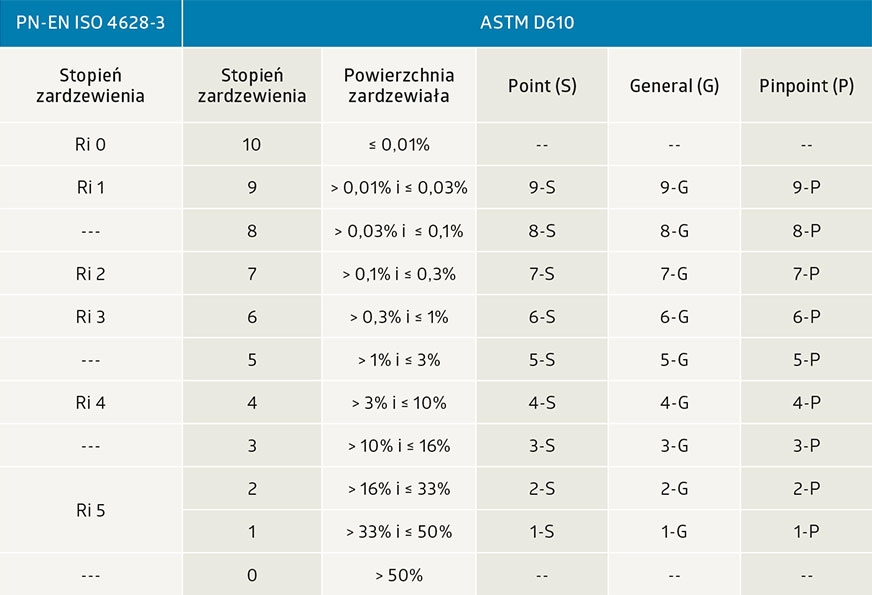
Sposób oceny stopnia zardzewienia powstającego na płytkach stalowych pokrytych powłokami opisany został także w amerykańskim standardzie ASTM D610 Standard Practice for Evaluating degree of Rusting on Painted Steel Surfaces. W tabeli 3 przedstawiamy skalę stopnia zardzewienia stosowaną w ASTM oraz odpowiadającą jej skalę z Polskiej Normy. Skala opisana w standardzie ASTM jest bardziej rozbudowana, a odpowiednim stopniom przyporządkowane są nie dane wartości liczbowe, jak w przypadku skali z krajowej normy, a określone zakresy zardzewiałej powierzchni. Dodatkowo, skala ta poszerzona jest o rodzaj występującego zardzewienia: S, G, P określający sposób rozmieszczenia zardzewienia oraz jego rozmiar (Rys. 3).
W przemyśle samochodowym, w branży wyrobów lakierowych ma miejsce konieczność dokonywania jednoznacznej oceny jakości powłoki lakierowej. Istnieje wiele metod podających kierunek właściwego przeprowadzenia oceny w zależności od scharakteryzowanych wymagań i oczekiwań klienta. Stosowanie Polskich Norm nie jest obowiązkowe, ale stosowanie znormalizowanego czy standaryzowanego sposobu oceny jakości wyrobów umożliwia nawiązywanie do stałej i konkretnej metody oceny.
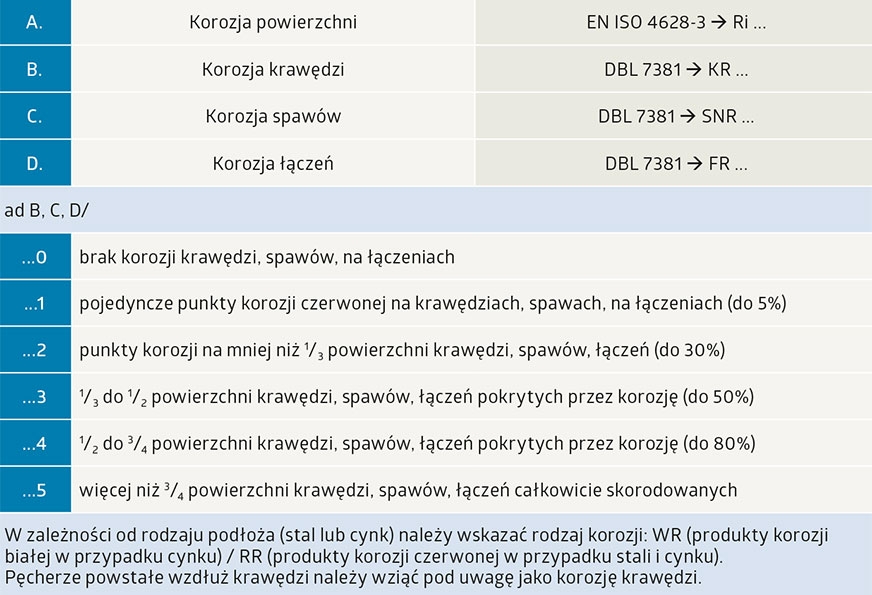
Norma PN-EN ISO 4628-3 nakreśla powierzchownie możliwości weryfikacji stopnia zardzewienia. Często jej uzupełnieniem są bardziej szczegółowe systemy określania zawarte między innymi w standardach koncernów motoryzacyjnych, jak ma to miejsce na przykład w standardzie Mercedes Benz DBL 7381 (10.2008) Coating for major passenger car components/body panels and other functional parts with high corrosive stress. (Tab. 4).
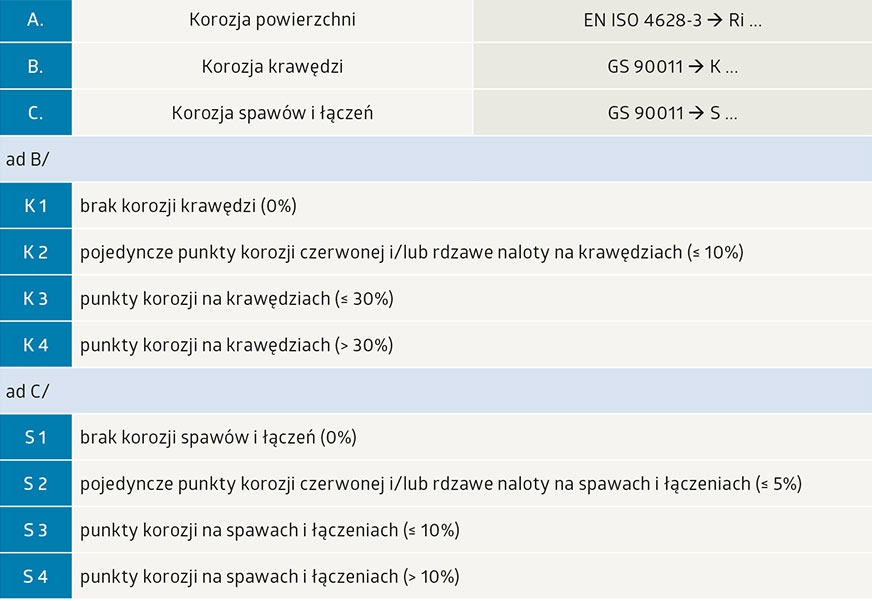
Również nieco inny sposób oceny zardzewienia, poprzez zastosowanie odmiennych kryteriów przyjęcia, prezentuje standard BMW GS 90011 (02.2010) Coating of parts made of metallic materials by means of organic materials. Requirements and test. (Tab. 5).
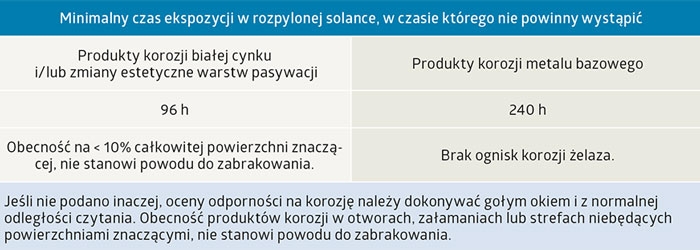
Ocenę odporności korozyjnej elektrolitycznych powłok cynku nakładanych na żeliwa, stale węglowe lub stopowe opisuje standard Fiat Group Automobiles 9.57405 (20/01/2010) Cynkowanie elektrolityczne części żelaznych (żeliwa, stale węglowe lub stopowe). (Tab. 6). W zależności od sklasyfikowanych typów powłoki, określono odpowiednie kryteria przyjęcia między innymi oparte o minimalny czas ekspozycji w rozpylonej solance, w czasie którego nie powinny wystąpić produkty korozji białej cynku oraz produkty korozji metalu bazowego.
Charakter oceny nie jest ściśle wspomagany systemem uzależnionym od uszeregowanych klas w sposób rosnący bądź malejący, przy zachowaniu określonej gradacji.
Należy jednak odnieść się do wymagań ujętych w Tab. 6.
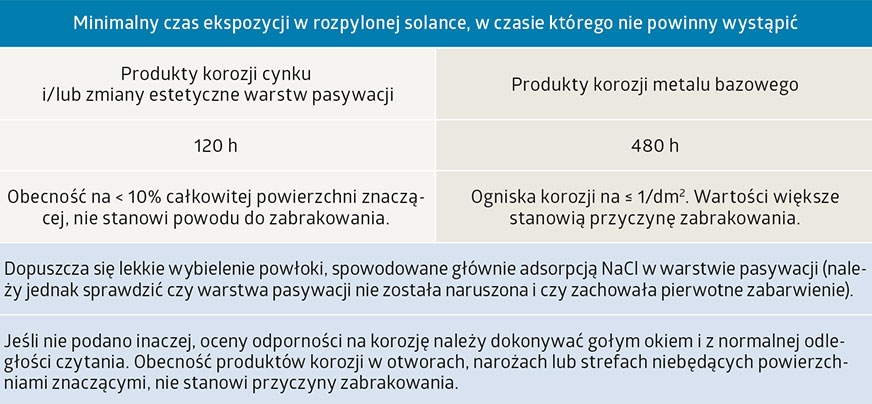
Podobny sposób oceny obrazuje standard Fiat Group Automobiles 9.57409 (30/04/2007) Powłoka elektrolityczna ze stopu cynk-nikiel na częściach żelaznych. (Tab. 7). Rys. 4 przedstawia przykładowe sposoby oceny produktów korozji, pojawiających się w trakcie ekspozycji, w odniesieniu do powierzchni zardzewiałej wyrażonej w %.
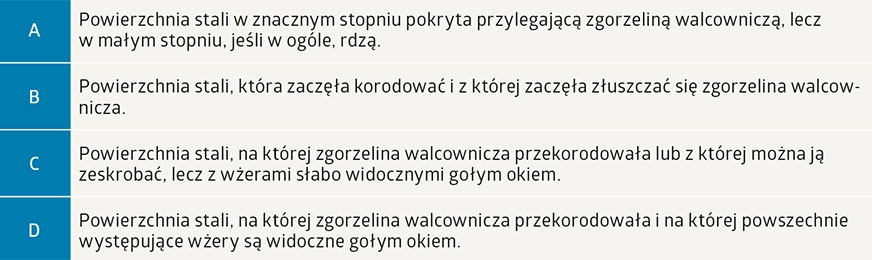
W przypadku rdzy powstającej na niepomalowanych powierzchniach stalowych ocenę stopnia skorodowania dokonuje się zgodnie z PN-EN ISO 8501-1:2008 Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów -- Wzrokowa ocena czystości powierzchni -- Część 1: Stopnie skorodowania i stopnie przygotowania niepokrytych podłoży stalowych oraz podłoży po całkowitym usunięciu wcześniej nałożonych powłok. Ocena następuje poprzez porównanie powierzchni stali z zawartymi w normie wzorcami fotograficznymi skorodowanych powierzchni. Określanie zmian przeprowadza się przy dobrym rozproszonym świetle dziennym bądź przy równoważnym sztucznym oświetleniu za pomocą normalnego widzenia. W tabeli 8 zamieszczamy cztery stany podłoży stalowych odpowiadających określonym stopniom skorodowania wg PN-EN ISO 8501-1:2008.
Katarzyna Krawiec
Kinga Czernecka
Instytut Inżynierii Materiałów Polimerowych i Barwników (IMPiB)
Oddział Farb i Tworzyw w Gliwicach










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Komentarze (0)